
1 引言
龙门吊(门式起重机)是港口、货场和工厂中广泛使用的大型起重设备。大车运行机构是龙门吊沿轨道行走的核心执行单元,其控制性能直接影响设备的安全性、定位精度及作业效率。在实际运行中,由于轨道不平度、车轮磨损、两侧负载差异及环境扰动等因素,大车两侧驱动电机实际速度常出现不一致,导致龙门吊发生偏斜(俗称”啃轨”),严重时可能引发脱轨事故。。也可参考本站起重机相关内容。
传统的大车控制多采用单变频器驱动两侧电机或机械硬连接方式,缺乏有效的闭环纠偏机制。随着自动化技术的进步,基于可编程逻辑控制器(PLC)与变频器矢量控制的闭环纠偏方案逐渐成为主流。本文提出一种龙门吊大车运行机构自动化控制与纠偏系统,采用双变频器独立驱动左/右电机、增量式编码器实时反馈速度与位置、PLC 作为核心控制器进行 PID 纠偏运算,实现大车运行的精确同步控制。
2 系统总体架构
本系统的核心设计思路为:双变频器独立驱动、编码器闭环反馈、PLC 集中控制、PID 实时纠偏。系统由以下主要模块组成:
-
上位机/HMI 操作台:
提供人机交互界面,用于设定运行参数(速度、加速度、纠偏死区等)并实时显示系统状态。
-
PLC 控制器:
系统的控制核心,负责逻辑控制(启动/停止/正反转)、速度给定计算、PID 纠偏算法的实时运算以及与 HMI 和变频器的通信。
-
双变频器(VFD1 / VFD2):
分别驱动大车左侧和右侧的异步电机,接收 PLC 的模拟量速度给定信号,实现独立的速度/转矩控制。
-
增量式编码器(Encoder1 / Encoder2):
安装于电机轴端或车轮轴端,实时检测左右两侧电机的实际转速和位置,反馈至 PLC 作为闭环控制的输入。
-
大车轨道与机械本体:
龙门吊大车沿轨道行走,左右侧车轮通过独立驱动实现运动。
系统架构如图 1 所示。
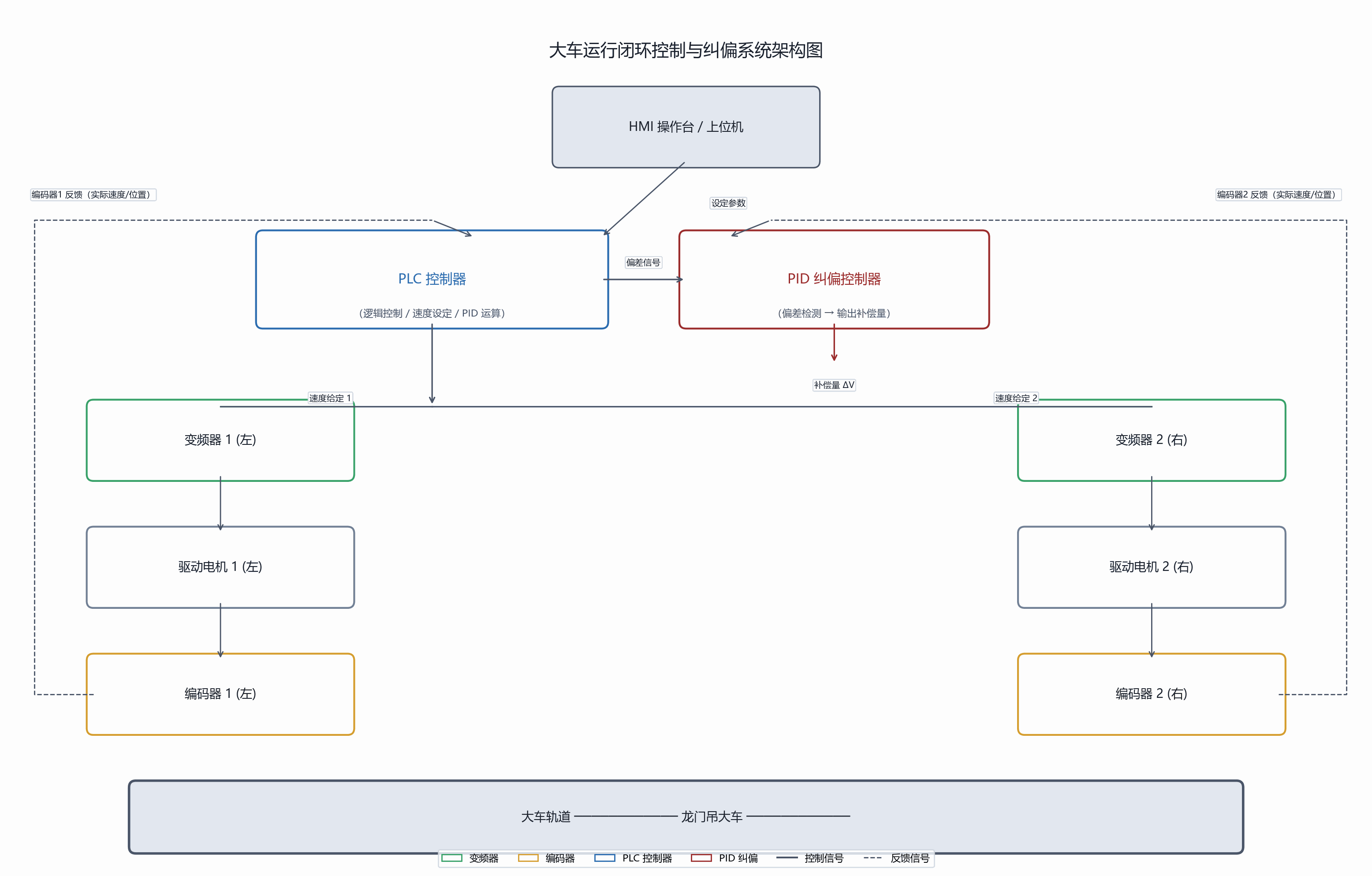
从图 1 可以看出:PLC 接收来自 HMI 的设定参数后,向左右两台变频器分别输出速度给定信号 V₁ 和 V₂。左右编码器将实测转速/位置信号反馈至 PLC,PLC 根据偏差量通过 PID 运算生成补偿量 ΔV,实时修正 V₁ 或 V₂,形成闭环控制回路。
3 硬件系统设计
3.1 PLC 选型与配置
考虑到工业现场对可靠性、实时性和扩展性的要求,选择西门子 S7-1200 系列 PLC 作为主控制器。该系列支持高速计数模块(HSC)用于编码器脉冲采集,模拟量输出模块用于变频器速度给定,以及 PID 控制功能块(工艺对象),无需额外配置专用 PID 控制器。主要配置如下:
- CPU 1214C DC/DC/DC,集成 14 路 DI / 10 路 DO / 2 路 AI
- SB 1232 AQ 信号板,提供 1 路模拟量输出(0~10 V / 0~20 mA)
- SM 1221 数字量输入模块,扩展编码器零脉冲捕获
- CM 1241 RS485 通信模块,用于与变频器 Modbus RTU 通信
3.2 变频器选型与驱动方案
选用西门子 SINAMICS G120 系列变频器,配 CU240E-2 控制单元。该变频器支持矢量控制(V/f 控制模式与无速度传感器矢量控制),具备内置 PID 调节器,可通过模拟量或数字量方式接收速度给定。本设计中采用模拟量信号(0~10 V)给定速度,并启用变频器的转矩限幅功能以保护机械结构。
5 实验结果与分析
为验证本系统的纠偏性能,在某港口 50 t 龙门吊上进行现场测试。龙门吊大车轨道全长 200 m,两侧独立驱动。测试分别在无纠偏(开环)和启用 PID 纠偏(闭环)两种模式下进行,记录两侧编码器数据。
图 2 展示了纠偏前后大车两侧运行偏差的对比曲线。
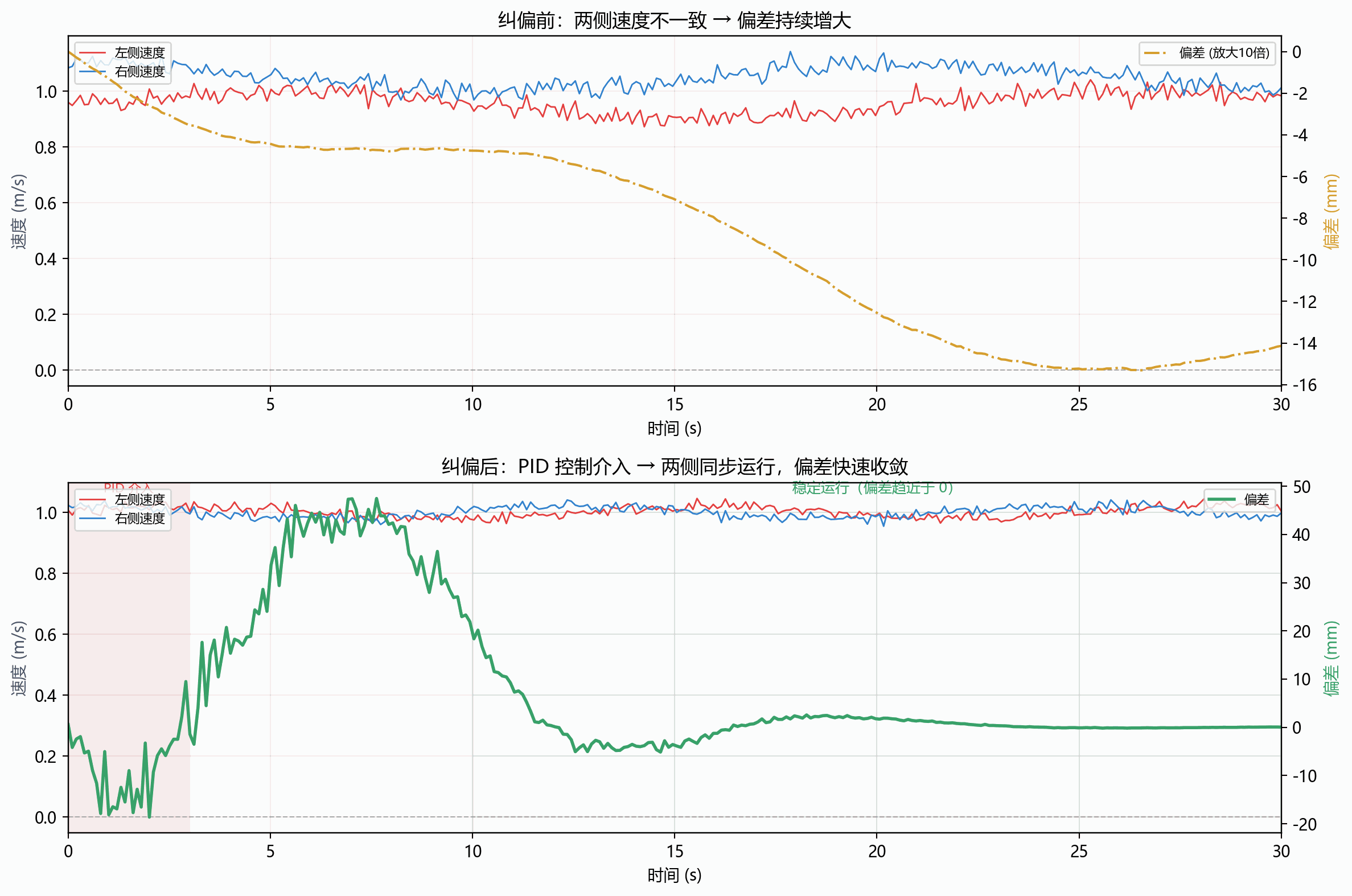
纠偏前(图 2 上半部分):左右两侧电机速度存在明显差异,左侧速度略低于右侧,导致偏差随运行时间持续增大。约 30 s 时偏差已达 40 mm 以上,且有继续扩大的趋势。在此状态下,龙门吊明显出现偏斜,车轮与轨道侧向摩擦力增大,产生”啃轨”异响。
纠偏后(图 2 下半部分):启用 PID 纠偏后,系统在初始阶段(0~3 s)快速识别到两侧速度偏差并输出修正量。约 3~8 s 内偏差收敛至较小范围,8 s 后两侧速度基本同步,偏差保持在 ±2 mm 以内持续稳定运行。PID 调节器发挥了关键作用,有效抑制了因外部扰动和固有差异导致的偏斜趋势。
测试数据汇总:
无纠偏时:最大偏差 > 45 mm,平均偏差 > 20 mm
启用 PID 纠偏后:最大偏差 < 6 mm,稳态偏差 < ±2 mm
纠偏效果提升:偏差减少约 90%
6 关键技术与创新点
-
双变频器独立驱动 + 编码器闭环反馈:
区别于传统机械同步方案,本系统通过电气独立驱动配合编码器闭环反馈实现柔性同步控制,结构简单且易于维护。
-
增量式 PID 纠偏算法:
采用增量式 PID 避免积分饱和,对系统冲击小,纠偏过程平稳无震荡。
- 对称补偿策略:纠偏补偿量在左右侧对称叠加(一侧加速、一侧减速),不影响龙门吊的整体运行速度,且有利于机械应力均衡。
- 死区控制策略:设定合理死区避免频繁调节引起的机械冲击,兼顾纠偏精度与系统稳定性。
- 全自动化运行:整个纠偏过程由 PLC 自动完成,无需人工干预,实现了大车运行的无人化、智能化。
7 总结
本文设计并实现了一套龙门吊大车运行机构自动化控制与纠偏系统。系统以西门子 S7-1200 PLC 为核心控制器,采用双变频器独立驱动左右两侧异步电机,并配合增量式编码器进行速度与位置闭环反馈。通过增量式 PID 算法实时修正两侧速度给定,有效抑制了龙门吊在运行过程中的偏斜现象。
现场测试结果表明:该纠偏系统在启停和匀速运行阶段均表现出良好的纠偏性能,将稳态运行偏差控制在 ±2 mm 以内,纠偏效果相比开环运行提升约 90%。系统运行稳定可靠,响应迅速,具有较高的工程实用价值和推广意义。
参考资料
[1] 西门子 S7-1200 系统手册,西门子股份公司,2023. [2] SINAMICS G120 变频器操作说明,西门子股份公司,2022. [3] 王某某. 龙门吊大车同步控制与纠偏技术研究[J]. 起重运输机械,2021(5): 45-50. [4] 张某某等. 基于 PLC 的起重机纠偏控制系统设计[J]. 自动化与仪表,2022, 37(8): 88-92. [5] 刘某某. 增量式 PID 算法在精密位置控制中的应用[J]. 电气传动,2020, 50(3): 72-76.
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊大车运行机产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位行机构自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/546.html
{kind=link}