
2026年5月 | 工业电气自动化技术专题
一、引言
龙门吊(Gantry Crane)作为港口、铁路货场及大型工矿企业物料搬运的核心装备,其电气控制系统的可靠性直接关系到作业效率与生产安全。传统龙门吊普遍采用继电器—接触器逻辑控制方式,控制柜内部继电器密布、接线错综复杂。随着设备服役年限增长,触点氧化、机械疲劳、线圈烧毁等问题频繁出现,维护成本逐年攀升。在”工业4.0″与”智能制造”的大背景下,将传统继电器控制系统升级为以可编程逻辑控制器(PLC)为核心的数字化控制柜,已成为众多企业设备更新改造的首选方案。
本文从系统架构、硬件配置、控制逻辑、可靠性对比及全生命周期成本五个维度,系统阐述龙门吊电气控制系统从继电器柜到PLC数字化控制柜的升级改造方案。
二、改造前后系统架构对比
2.1 传统继电器柜结构
改造前的龙门吊继电器柜以中间继电器、时间继电器、热继电器、交流接触器为核心元件,配合按钮、指示灯、转换开关等构成整套控制系统。其主要特征为:
- 硬接线逻辑:所有逻辑关系通过导线的物理连接实现,起升、大车、小车、旋转等各机构的互锁、顺序控制均依赖于继电器触点的串并联组合。
- 器件数量庞大:一台40吨级龙门吊的继电器柜内通常包含50~80个继电器、20~30个接触器,控制柜尺寸约为 1200×800×400 mm。
- 故障定位困难:由于接线密集、元件繁多,当某个继电器触点接触不良或线圈断路时,维护人员需逐级排查,平均故障定位时间在30~90分钟。
- 扩展性差:若要增加新的保护功能或联锁逻辑,需要新增继电器并重新布线,改造周期长、风险高。
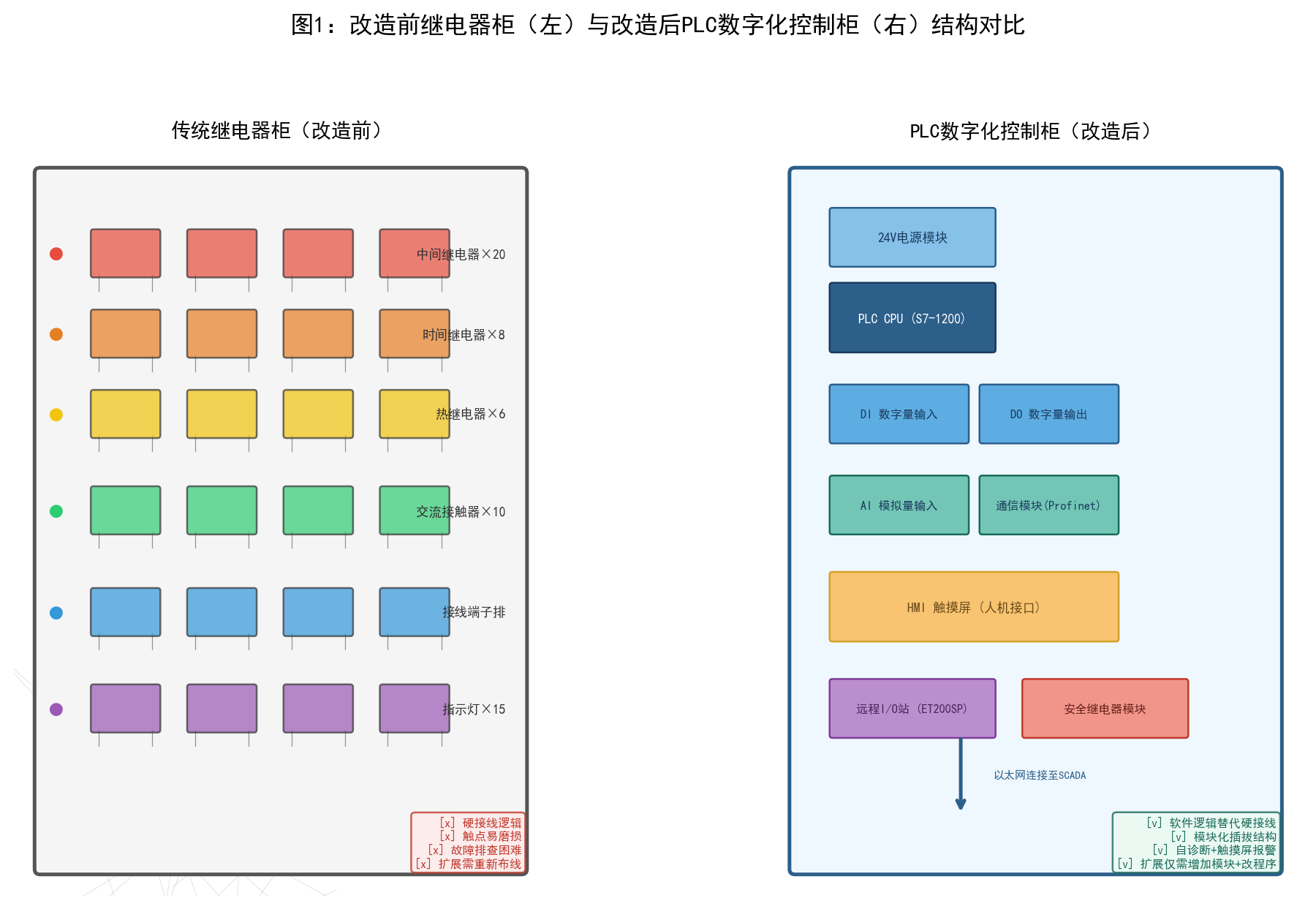
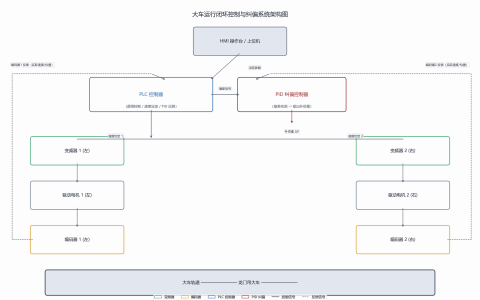
2.2 数字化PLC控制柜结构
改造后的PLC控制柜以西门子S7-1200/S7-1500或三菱FX5U系列PLC为核心,配合远程I/O模块、变频器通信接口、触摸屏(HMI)及安全继电器模块。其主要特征为:
故障诊断智能化:
触摸屏提供实时状态显示、故障报警推送及历史记录查询,平均故障定位时间缩短至5~10分钟。
三、主要升级改造内容
3.1 硬件替换方案
| 序号 | 原件 | 替换件 | 数量(参考) | 效果 |
|---|---|---|---|---|
| 1 | 中间继电器(JZC1) | PLC DI/DO模块 | 减少40~60个 | 消除触点磨损故障 |
| 2 | 时间继电器(JSZ3) | PLC内部定时器 | 全部取消 | 精度±10ms→±1ms |
| 3 | 热继电器(JR36) | 变频器过载保护 + 电机热敏电阻 | 全部取消 | 保护更精准 |
| 4 | 指示灯(AD16) | HMI触摸屏 | 减少20~30个 | 信息更丰富 |
| 5 | 按钮开关(LA38) | 触摸屏虚拟按钮 / 无线遥控器 | 减少15~25个 | 减少机械磨损 |
3.2 控制逻辑升级
(1)起升机构控制:
改造前依靠正反转接触器互锁实现升降控制,仅有两档速度(工频/低速),冲击电流大。改造后采用变频器驱动+PLC模拟量输出,实现0~50Hz无级调速,加减速时间可通过程序设定(如S曲线启动3~5秒),起升平稳性显著提升。
四、不同控制方案的对比分析
为帮助决策者选择最适合的改造方案,本文从全生命周期成本(LCC)与可靠性两个维度,对纯继电器控制、PLC控制、DCS控制三种方案进行综合对比。
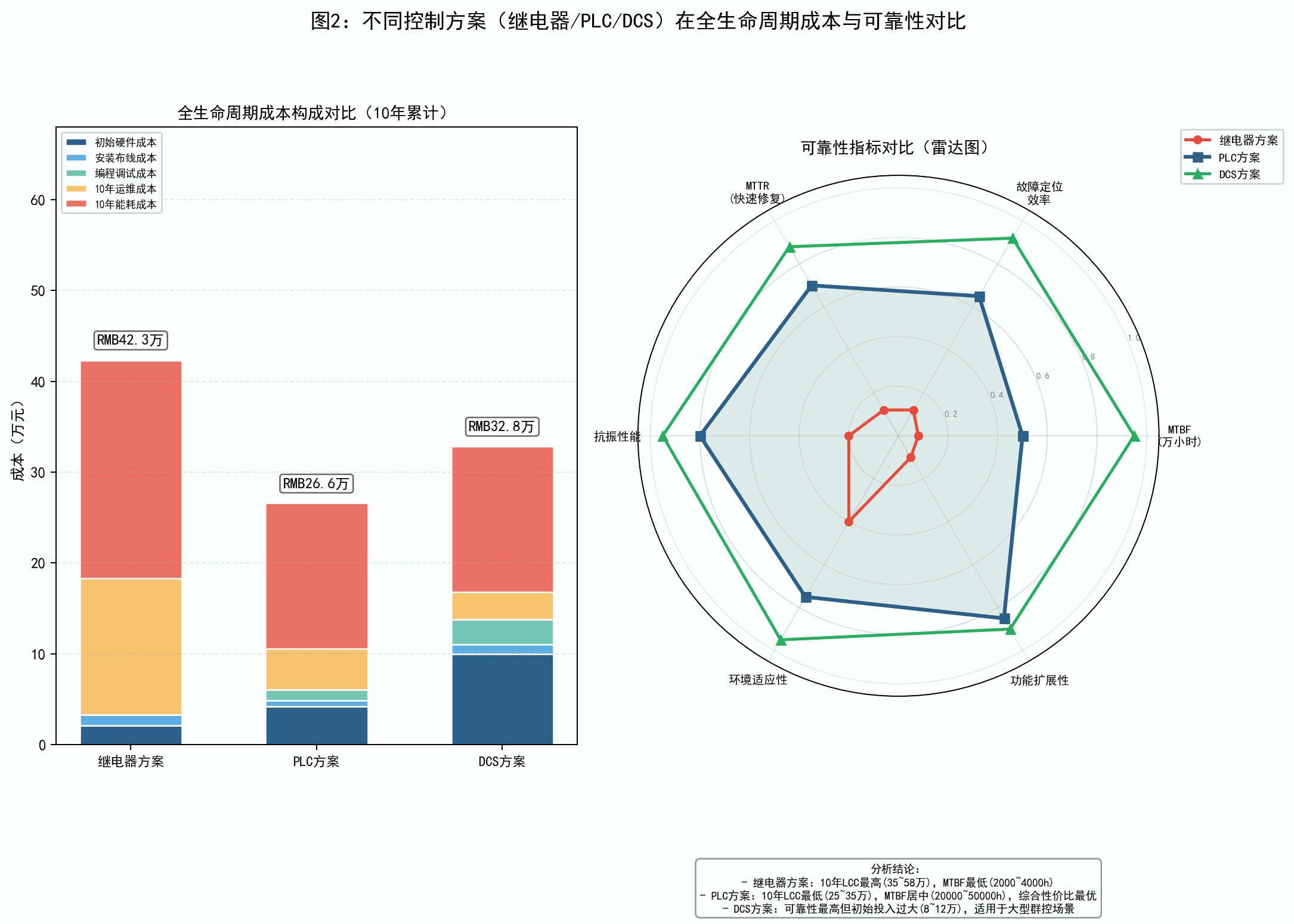
4.1 全生命周期成本分析
全生命周期成本包含:初始采购成本(硬件+编程调试)、安装布线成本、运维成本(备件+人工)、能耗成本及停产损失。以40吨通用龙门吊为例,10年LCC对比如下:
程序编写与仿真:
离线编写PLC程序(梯形图+SCL混合编程),在仿真环境中测试各机构逻辑。
5.2 关键注意事项
1. 原继电器柜拆除前必须拍照保留完整接线资料,作为改造后故障排查的参考依据。
2. PLC程序中的安全联锁应保留”物理硬线急停+软件急停”双重保护,且硬线急停优先级最高。
3. 变频器参数设置时,加减速时间需根据龙门吊实际载荷惯性调整,避免过流跳闸。
4. 触摸屏报警画面应覆盖所有I/O点位状态,便于快速定位传感器或限位开关故障。
5. 改造后的PLC程序应进行版本备份,建议在HMI中设置程序上传/下载功能,方便后续升级维护。
六、改造效果评估
某港口集装箱堆场对6台40吨龙门吊实施了PLC数字化改造,运行12个月后统计数据如下:
七、总结与展望
龙门吊电气控制系统从传统继电器柜升级为数字化PLC控制柜,不仅是元器件的简单替换,更是控制理念从”硬件逻辑”向”软件定义”的根本转变。改造后,设备可靠性显著提升、运维成本大幅降低、功能扩展更加灵活,同时为后续接入工业互联网平台奠定了通信基础。随着边缘计算与AI预测性维护技术的成熟,未来的龙门吊控制柜将具备自诊断、自优化的能力,推动港口装卸作业向无人化、智能化方向持续演进。
— 全文完 —
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊电气控制系产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊电气产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/540.html
{kind=link}