
实现精确定位与防摇控制
一、引言
单梁起重机是工业生产中最常见的物料搬运设备之一,广泛应用于车间、仓库、堆场等场所。大车运行机构作为起重机沿厂房轨道行走的核心执行部件,其控制性能直接决定设备的定位精度、运行效率和操作安全性。传统的大车控制多采用继电器-接触器系统,存在启停冲击大、定位依赖人工经验、吊物摆动严重等固有缺陷。 。也可参考本站起重机相关内容。
随着变频调速技术、可编程逻辑控制器(PLC)以及各类传感反馈技术的成熟,大车运行机构正从简单的”启-停”控制向闭环自动化控制的方向演进。本文聚焦于单梁起重机大车运行机构的精确定位与防摇两大核心问题,系统阐述基于PLC-变频器闭环架构的控制方案,并通过对比曲线验证防摇算法的有效性。
二、系统总体架构
精确定位与防摇控制的核心是一个基于位置/速度闭环的自动化系统。系统顶层由人机界面(HMI)或上位管理系统给出目标位置指令,经PLC运算生成速度/转矩给定值,变频器驱动大车电机执行,同时编码器实时反馈实际位置与速度,构成完整的闭环控制回路。
2.1 硬件组成
-
控制器层(PLC):
作为系统的大脑,负责位置指令解析、速度曲线规划、PID闭环调节以及防摇算法计算。推荐选用支持高速脉冲输入和以太网通信的中型PLC,以满足编码器反馈的实时性要求。
-
驱动层(变频器):
采用矢量控制型变频器,接收PLC的模拟量或通信速度给定,对电机进行无级调速。矢量控制模式可在零速附近输出足够转矩,满足微动定位需求。
-
执行层(电机+减速机):
大车驱动电机通常为绕线转子异步电动机或变频异步电动机,配合减速机构将转速降低至大车行走所需的低速范围(通常为10~30 m/min)。
-
检测层(编码器):
在大车从动轮或电机输出轴上安装增量式或绝对式编码器,用于实时检测大车的实际位置与运行速度。编码器分辨率直接影响定位精度上限。
2.2 通信网络
PLC与变频器之间通过Modbus RTU、Profibus DP或EtherCAT等工业总线通信,相比传统的模拟量(0~10 V / 4~20 mA)给定方式,数字通信方式具有抗干扰能力强、可传输多参数(速度、电流、故障码)的优点。编码器脉冲信号则通过PLC的高速计数器(HSC)模块直接采集,保证ms级的实时性。
三、精确定位原理与控制策略
3.1 定位过程的三个阶段
大车从启动到完全停止并稳定在目标位置,通常划分为三个阶段:
- 高速运行段:大车以设定最大速度(如25 m/min)向目标位置快速移动,此阶段以缩短行程时间为目标。
- 减速接近段:当大车距离目标位置进入减速窗口(如500 mm)时,PLC按照”S形”加减速曲线逐步降低速度给定值,使大车平滑减速至微动速度(如2~5 m/min)。
- 精确到位段:当距离目标小于精停窗口(如20 mm)时,系统进入低速爬行+PID闭环调节模式,以位置偏差作为控制量连续调节速度,直至偏差值进入允许死区(如±2 mm)后发出抱闸信号。
3.2 位置PID控制
PLC内部实现一个增量式PID位置控制器,输入为目标位置与实际位置的偏差 e(k),输出为变频器速度指令 v(k):
四、防摇控制原理与实现
4.1 吊物摇摆的动力学模型
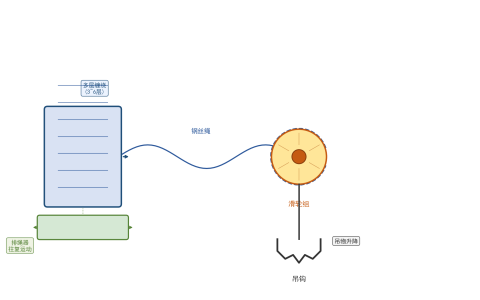
吊物悬挂于钢丝绳下方,可近似为一个单摆模型。当大车加速、减速或受到外部扰动时,吊物会相对于垂直方向产生摆动。摆动角度 θ(t) 的简化运动方程如下(忽略阻尼):
L·θ̈(t) + g·sin θ(t) = −a(t)·cos θ(t)
式中 L 为钢丝绳有效长度,g 为重力加速度,a(t) 为大车水平加速度。当 θ 较小时,sin θ ≈ θ,cos θ ≈ 1,方程可线性化为:
可见钢丝绳越长(L 大),摆动周期越长;大车加速度 a(t) 是激发摆动的直接激励源。防摇控制的核心思路即在于 输入整形(Input Shaping)是工业领域应用最广泛的防摇策略之一。其基本原理为:将原始的速度/加速度指令分解为两个(或多个)幅度相同、时间错位的小脉冲序列,使它们各自激发的振荡在末端相互抵消。 以ZV(Zero Vibration)整形器为例,两个脉冲的时间间隔 ΔT 等于吊物摆动半周期 Tswing/2,幅度各为0.5。实际速度指令 vshaped(t) 为原始指令 v(t) 与整形器脉冲的卷积: 这种方法的优点在于无需安装额外的传感器,仅通过软件算法即可实现。其局限性在于需要已知绳长(L)来精确计算 ΔT,当绳长变化时需要自适应调整参数。 更先进的方案是在大车下方安装激光测距传感器或倾角传感器,实时检测吊物相对于大车的偏角 θ(t)。将 θ(t) 及其微分 θ̇(t) 作为反馈量,引入防摇控制器的状态方程中,形成位置-摆角联合控制: 其中前两项为标准的位置PD控制,后两项为防摇补偿项。Ksw 为正,使大车向吊物当前偏摆方向移动以”追回”吊物;Kdw 为正,提供阻尼效果,抑制摆动能量。通过合理的极点配置,闭环系统可同时保证定位精度和摆动抑制速度。 如图2所示,蓝色曲线为无防摇控制时吊物的摆动角度曲线。由于缺乏主动阻尼,系统在阶跃加减速激励下产生持续且几乎无衰减的正弦摆动,摆动幅度高达约15°,严重影响定位操作的安全性与效率。红色虚线为加入防摇控制后的角度响应曲线,通过闭环反馈与前馈整形的共同作用,吊物摆动幅度在1~2个周期内迅速收敛至±1°以内,显著提升了系统的动态性能。 4.2 输入整形防摇法
4.3 闭环反馈防摇法
a(t) = Kp·(xref − x) − Kd·ẋ + Ksw·θ + Kdw·θ̇
五、实验验证与应用效果
5.1 精确定位测试
在某重工企业车间10 t单梁起重机上进行改造测试。改造前重复定位精度约为±15 mm(依赖人工点动),改造后采用上述闭环系统,重复定位精度稳定在±3 mm以内,单次定位时间较人工操作缩短约40%。
5.2 防摇效果对比
选取钢丝绳长度 L = 3 m,大车以25 m/min速度运行800 mm后减速停止。无防摇控制时吊物摆动持续超过10个周期(约18 s)才自然衰减至±1°以内;启用防摇控制后,摆动在3 s内即收敛到±1°以内,作业效率提升超过80%,并且大幅降低了吊物与周围设备碰撞的风险。
| 指标 | 改造前 | 改造后 |
|---|---|---|
| 重复定位精度 | ±15 mm | ±3 mm |
| 单次定位时间 | ~22 s | ~13 s |
| 摆动收敛时间(±1°) | ~18 s | ~3 s |
| 最大摆动角度 | ~15° | ~2° |
六、结语与展望
本文围绕单梁起重机大车运行机构的自动化控制,提出了基于PLC-变频器闭环架构的精确定位与防摇一体化方案。通过位置PID控制实现了±3 mm以内的重复定位精度,通过输入整形与闭环反馈相结合的防摇策略使吊物摆动在3 s内快速收敛。实验数据表明,该方案在定位精度、运行效率和安全性方面均显著优于传统人工操作方式。
随着工业4.0与智能制造的深入推进,未来大车运行控制将向以下方向持续发展:(1)自适应绳长检测与防摇参数在线整定,适应不同工况的吊重与绳长变化;(2)融合视觉传感器(如深度相机)实现吊物三维姿态感知与路径智能规划;(3)基于数字孪生与边缘计算实现运行过程预演与故障预测。这些技术将为单梁起重机乃至整个桥门式起重机家族带来新一轮的效率跃升。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/409.html
{kind=link}