
发布日期:2026年5月22日 | 分类:设备改造与工程管理
一、引言
龙门吊(门式起重机)是港口、堆场及制造业中关键的物料搬运设备。随着工业4.0与智能制造战略的深入推进,传统龙门吊的自动化改造需求日益迫切。自动化改造不仅能够大幅提升作业效率、降低人力成本,还有效减少了因人为操作失误引发的安全隐患。然而,改造工程涉及机械、电气、控制、通信、安全防护等多个交叉学科,施工流程复杂、验收标准严格。本文结合行业最佳实践与最新国家标准,系统梳理龙门吊自动化改造的完整施工流程与验收规范,为设备管理及工程技术人员提供可操作的参考指南。。也可参考本站起重机相关内容。
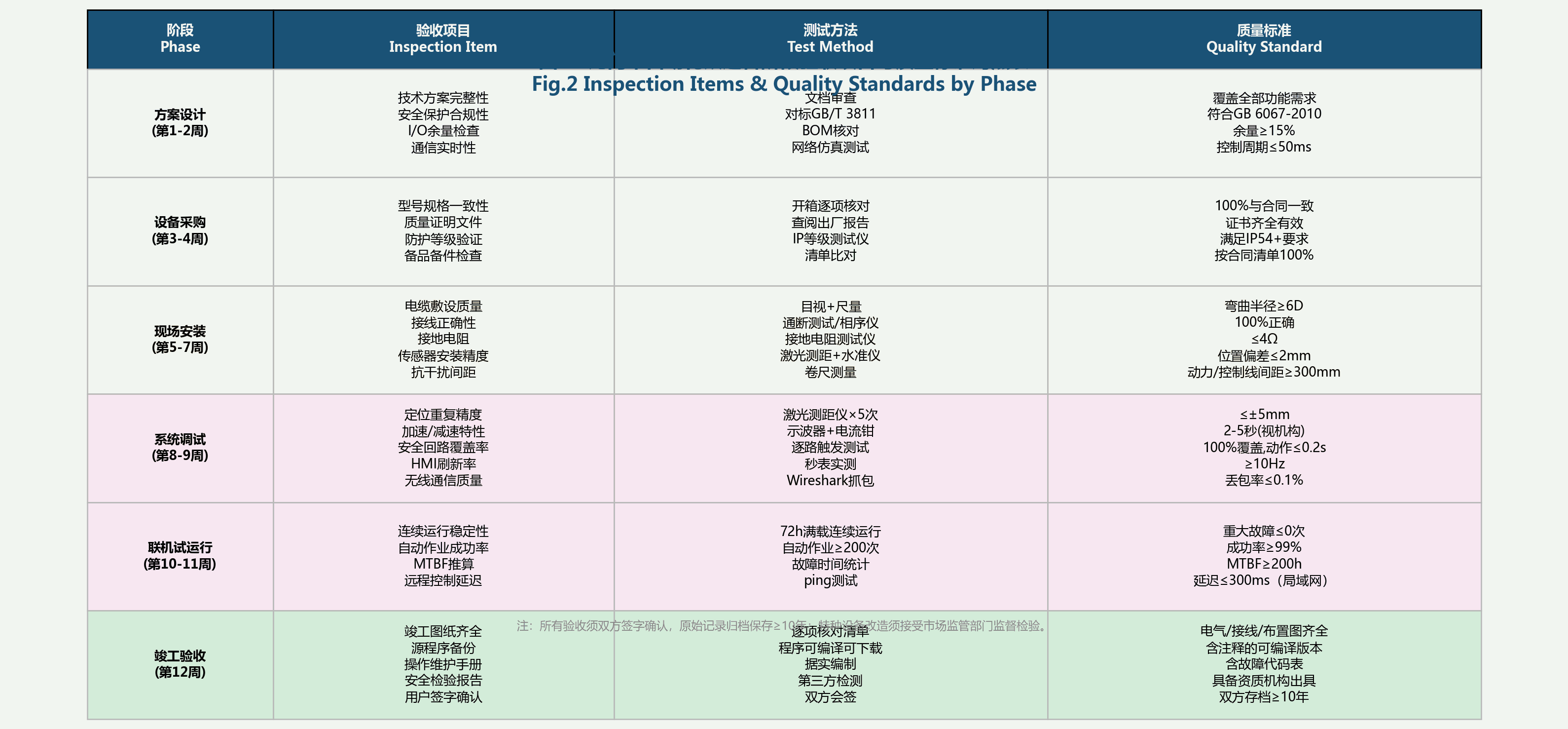
图1展示了从方案设计到最终验收的全周期12周甘特图规划,图2则汇总了各阶段的验收项目与质量标准对照表。
二、改造施工全周期规划
龙门吊自动化改造通常划分为六个核心阶段:方案设计、设备采购、现场安装、系统调试、联机试运行和竣工验收。根据国内外多个成功案例的经验,标准工期为12周(约3个月),以下逐一说明各阶段的关键工作内容。
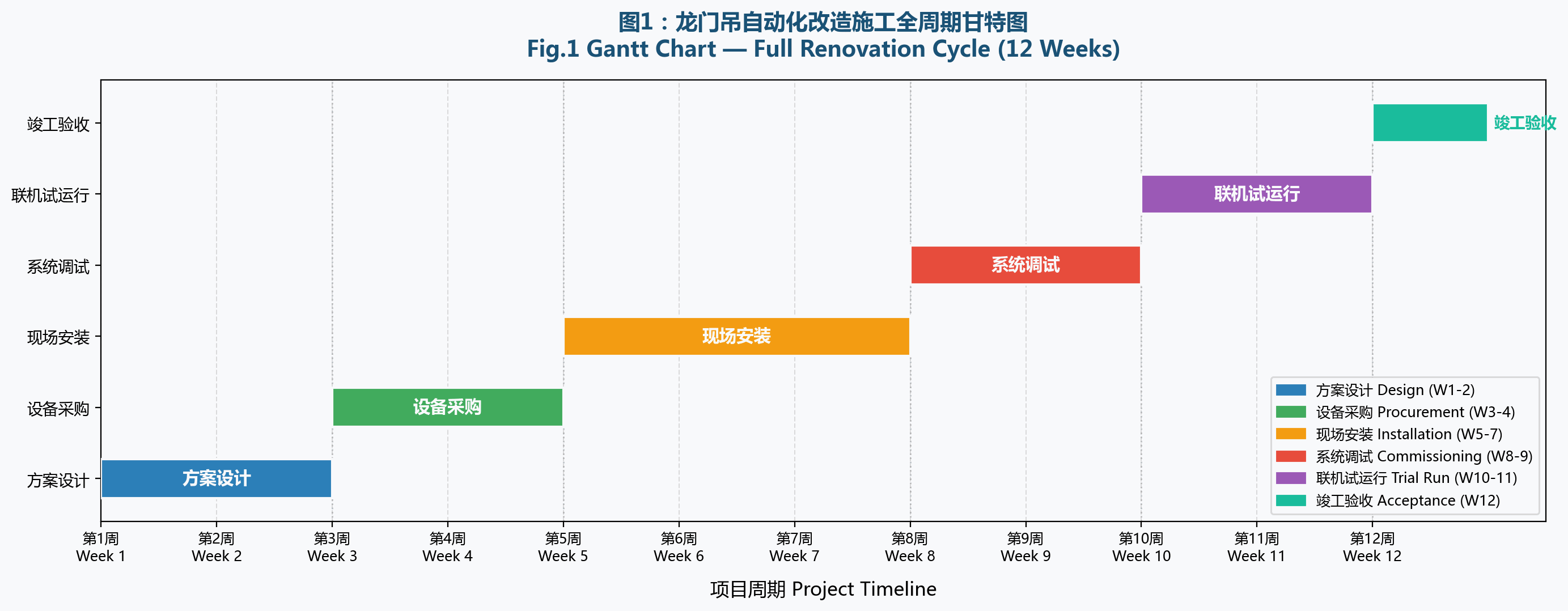
2.1 第一阶段:方案设计(第1-2周)
主要目标:完成改造需求分析与技术方案定型。工作内容包括现场勘测(轨道基础、供电容量、空间尺寸)、自动化等级定义(远程遥控、半自动、全自动)、系统架构设计(PLC选型、传感器布局、通信网络拓扑)、安全冗余方案(硬线急停、激光防撞、超载限制)以及施工图纸与BOM清单编制。本阶段结束时需出具《自动化改造技术方案说明书》与《安全风险评估报告》。
2.2 第二阶段:设备采购(第3-4周)
主要目标:完成所有改造所需设备与材料的采购、入厂检验及仓储。核心采购项包括:PLC控制器及I/O模块、变频器(起升/大车/小车)、编码器与绝对值定位系统、激光雷达 / 毫米波雷达(防撞与定位)、无线通信模块(5G/WiFi6/工业Mesh)、摄像头与视觉识别单元、触摸屏HMI与上位机工控机、电气柜及电缆桥架辅材。采购完成后需逐项开箱检验并填写《设备到货验收单》。
2.3 第三阶段:现场安装(第5-7周)
主要目标:将采购设备安装至龙门吊指定位置并完成初步接线。安装工序依次为:电气柜预制与安装→传感器支架焊接与固定→电缆敷设与接线(动力线、控制线、通信线分槽敷设)→无线基站架设与天线安装→摄像头与照明灯具安装→急停按钮与安全围栏安装。安装过程中每完成一道工序需进行自检,记录《安装过程检验记录表》。
2.4 第四阶段:系统调试(第8-9周)
主要目标:完成单机通电测试、I/O点核对、程序下载、逻辑调试与精度标定。调试顺序为:通电前绝缘与接地测试→PLC程序下载与基础逻辑验证→变频器参数配置与电机空载试转→编码器与定位系统标定(起升高度、大车行程、小车行程)→激光雷达20区域配置与联动测试→HMI画面调试与上位机通信建立→安全保护逻辑(超限、防撞、松绳)逐项测试。
2.5 第五阶段:联机试运行(第10-11周)
主要目标:在模拟负载和半负载条件下进行自动化任务联调,验证系统稳定性和重复精度。试运行内容包括:单步指令执行(起升、大车、小车联动)→自动路径规划与执行→自动抓放箱/吊具功能测试→多任务连续循环运行(不少于72小时)→故障模拟与安全保护触发测试→远程监控与数据采集验证。试运行期间需填写《试运行记录表》,对每次故障与异常进行分析与闭环整改。
2.6 第六阶段:竣工验收(第12周)
主要目标:全面检验改造后龙门吊的自动化性能、安全指标与文档完整性,出具验收报告。此部分详见下文第四章。
三、各阶段验收项目与质量标准
龙门吊自动化改造的验收工作贯穿整个施工周期,实行”阶段验收、层层把关”的质量控制原则。每个阶段完成后须进行专项验收,不合格不得进入下一阶段。以下以对照表形式汇总各阶段验收的关键项目、测试方法及质量标准。
3.1 方案设计验收要点
验证技术方案的完整性与合规性。重点检查:功能需求是否完全覆盖用户规格书;安全保护设计是否符合GB/T 3811-2008《起重机设计规范》及GB 6067-2010《起重机械安全规程》;控制系统架构是否留有15%以上的I/O余量;通信网络是否满足实时性要求(控制周期≤50ms)。
3.2 设备采购验收要点
依据BOM清单和采购合同进行开箱检验。重点检查:设备型号、规格、数量与合同一致性;产品合格证、出厂测试报告、防爆/防护等级证书(IP等级);进口设备需提供原产地证明及报关单;易损件及备品备件是否齐全。
3.3 安装工程验收要点
对照施工图纸和《电气装置安装工程施工及验收规范》(GB 50254-2014)检验。重点检查:电缆敷设弯曲半径是否符合要求(不小于电缆外径的6倍);接线端子压接牢固度与相序正确性;接地电阻≤4Ω;传感器安装位置偏差≤2mm;电缆桥架与动力线、控制线间距≥300mm(抗干扰要求)。
3.4 调试验收要点
检验各子系统功能与性能指标:起升/大车/小车定位重复精度≤±5mm;自动运行模式下加减速时间符合设计值(通常2-5秒);各安全保护回路100%覆盖且动作时间≤0.2秒(硬线急停≤0.1秒);HMI与上位机数据显示刷新率≥10Hz;无线通信丢包率≤0.1%。
3.5 试运行验收要点
满载连续自动运行72小时无重大故障(仅允许≤3次可恢复的通信瞬断);自动抓放箱成功率≥99%;系统平均无故障工作时间(MTBF)≥200小时(试运行推算);远程控制响应延迟≤300ms(局域网环境)。
3.6 竣工验收要点
出具完整的竣工资料包,包括:竣工图纸(电气原理图、接线图、布置图);PLC与HMI源程序备份(含注释);设备操作维护手册(含故障代码表);备品备件清单与供应商联系方式;安全操作规程与应急预案;第三方检测机构出具的安全检验合格报告。
四、常见问题与应对策略
根据多个改造项目的经验总结,以下为高频问题的应对建议:
- 定位精度超差:检查编码器机械连接是否存在松动或滑移;激光雷达反射板表面是否清洁无遮挡;必要时增加地磁钉或RFID校准点进行绝对位置修正。
-
通信干扰/丢包:
确认无线AP部署位置是否避开金属障碍物;启用工业Mesh网络冗余机制;动力线缆与通信线缆严格分槽敷设,变频器输出侧加装磁环或滤波器。
-
安全逻辑误触发:
在软件中加入防抖延时滤波(通常50-100ms);激光雷达与机械限位开关采用”双通道”逻辑(任意一路触发即停车);定期清洁传感器光学窗口。
-
老旧机构改造兼容性差:
优先保留原有机械传动部件(减速机、联轴器、制动器),仅更换电机与编码器接口适配;对于老旧电气柜无法容纳新设备的情况,可采用独立增设副柜的方案。
五、结语
龙门吊自动化改造是一项系统工程,成功的关键在于:严格遵循”设计→采购→安装→调试→试运行→验收”的12周标准化流程,在每个阶段落实可量化、可追溯的验收质量标准。文中所列的甘特图与验收对照表可作为项目管理的直接参考工具。建议企业在改造实施前充分评估自身设备现状与运维能力,必要时引入具备特种设备改造资质的专业集成商,以确保改造效果与合规性双重达标。
参考文献
- GB/T 3811-2008《起重机设计规范》
- GB 6067-2010《起重机械安全规程》
- GB 50254-2014《电气装置安装工程施工及验收规范》
- ISO 12480-1:2020 Cranes — Safe use — Part 1: General
- TSG Q7015-2023《起重机械安装改造重大修理监督检验规则》
— 本文完 —
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊自动化改造产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/565.html

{kind=link}