
在港口物流与工业制造领域,门式起重机(龙门吊)承担着大量重物搬运作业。传统的人工作业模式依赖司机的视觉观察与经验判断,存在效率低下、安全隐患多、人力成本高等突出问题。随着工业4.0与智能制造的推进,对龙门吊进行自动化改造已成为行业共识,而传感器系统作为自动化改造的”感知神经”,其设计优劣直接决定了改造方案的成。也可参考门式起重机自动化改造与码头TOS系统集成相关内容。败。
本文围绕40吨级通用门式起重机的自动化升级需求,系统阐述传感器系统的选型、布置与数据采集方案。改造目标包括:实现吊具的精准定位(误差≤±5 mm)、起重量实时监测、防风防碰撞安全联锁、以及设备状态远程运维。为此,我们设计了涵盖称重、编码器、限位、风速、激光雷达等多类传感器的综合感知体系,并构建了基于分布式I/O与工业以太网的实时数据采集网络。
一、传感器系统总体架构
本方案将传感器系统划分为三个层次:感知层、采集层和数据处理层。感知层包括所有安装在龙门吊机械结构上的传感器,负责原始物理量的采集。采集层由分布式远程I/O模块(西门子ET200SP)和专用传感器变送器组成,完成信号调理、模数转换与现场总线传输。数据处理层位于控制室,由PLC与上位机共同完成数据融合、逻辑运算与显示存储。
整个网络采用PROFINET工业以太网协议,通信周期≤1 ms,满足实时控制需求。同时,在PLC与上位机之间增加OPC UA服务器,为MES与云端平台提供统一的数据接口。
图1:龙门吊传感器布置与数据采集网络架构图
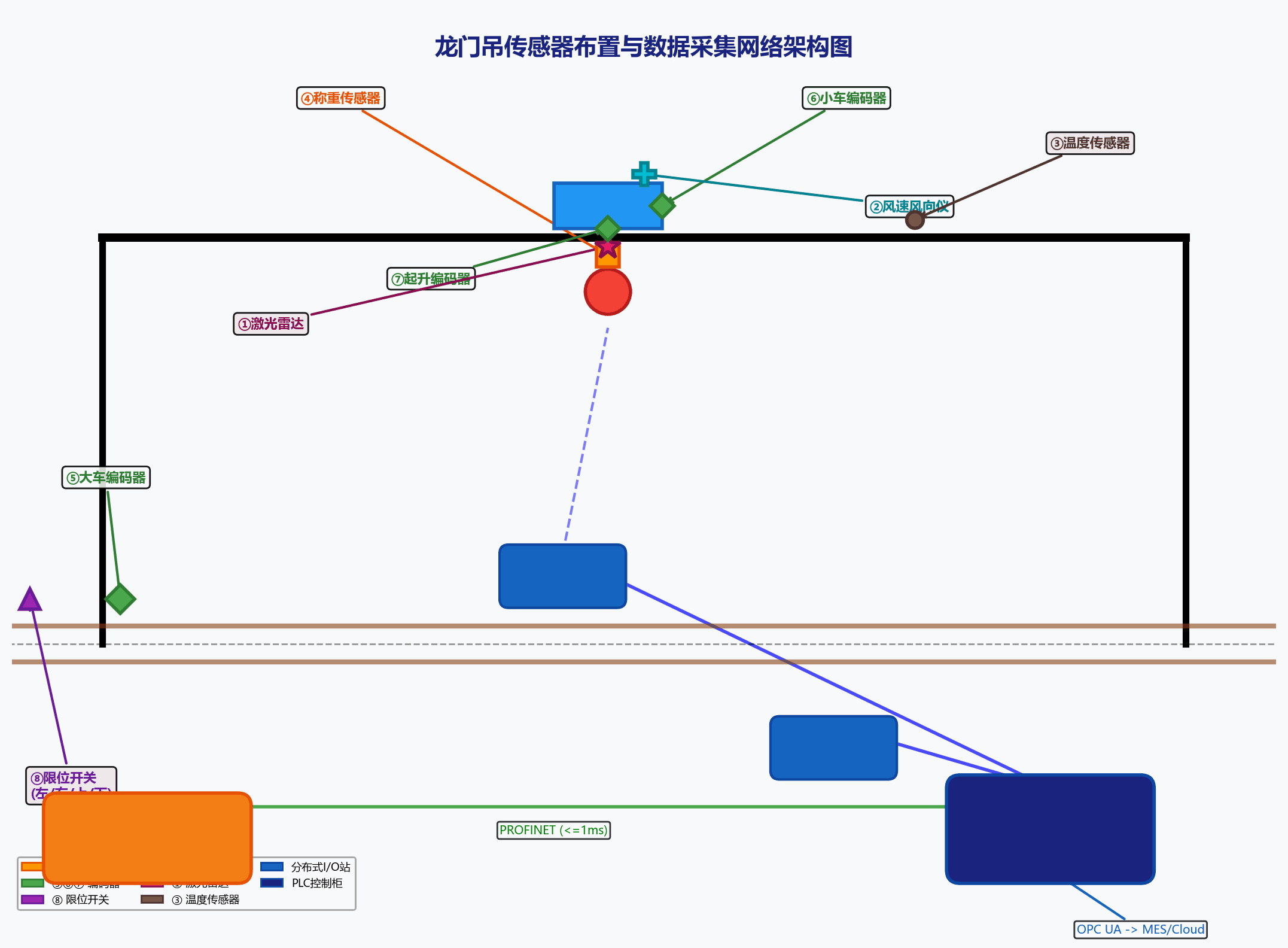
图1展示了传感器在龙门吊各关键部位的部署位置及其与数据采集网络的连接关系。图中可见,称重传感器安装于吊钩滑轮组与小车架之间,编码器分别布置在大车行走电机轴端、小车行走电机轴端和起升卷筒轴端,限位开关沿大车轨道和起升高度方向多点布置,风速风向仪安装于主梁顶部中心位置,激光雷达则安装于小车底部前方。所有传感器的信号通过现场总线(PROFINET/PROFIBUS)汇总至主PLC控制柜,再经交换机传输至上位监控系统。
二、关键传感器选型与设计
2.1 称重传感器
称重传感器用于实时测量吊重,是防超载保护系统的核心元件。本方案采用4个柱式电阻应变式称重传感器(量程20 t,精度0.05%FS),安装于吊钩滑轮组的均衡梁两端,采用全桥接线方式。传感器输出4-20 mA模拟信号,经变送器转换为数字信号后通过PROFIBUS-DP总线传输至PLC。称重数据用于实时显示起重量、超载报警(≥110%额定载荷)以及自动减速(≥90%额定载荷)。
2.2 编码器
为实现大车(纵向)、小车(横向)和起升(竖向)三方向的精确定位,采用绝对值型光电编码器(分辨率8192脉冲/转,精度0.01°),配合减速机和齿轮齿条传动机构,换算后大车定位精度可达±3 mm,小车±2 mm,起升±5 mm。编码器通过SSI(同步串行接口)与PLC高速计数模块连接,采用格雷码输出,确保数据传输的抗干扰性。
2.3 限位开关
限位开关是龙门吊最基本的安全防护元件。方案配置三种限位:行程限位(大车和小车轨道两端各2个)、高度限位(起升上/下极限各2个)和缓冲限位(轨道末端前方各1个)。选用机械触点式限位开关(施耐德XC系列,IP67防护等级),触点容量240VAC/3A,直接接入PLC安全输入模块。在自动模式下,限位信号触发后PLC将执行紧急停止逻辑。
2.4 风速风向传感器
为防范强风倾覆风险,在主梁顶部安装超声波风速风向仪(量程0-60 m/s,精度±0.2 m/s)。该传感器无机械转动部件,抗冰冻、免维护,通过RS485接口以Modbus RTU协议向PLC发送风速和风向数据。PLC设定两级阈值:当风速≥15 m/s时发出声光预警并限制起升高度;当风速≥20 m/s时自动进入停机制动流程。
2.5 激光雷达
激光雷达(LIDAR)用于吊具下方的货物轮廓检测与防碰撞辅助。选用单线扫描式激光雷达(SICK LMS系列,扫描角度270°,角分辨率0.05°,最大检测距离30 m),安装于小车平台底部。雷达以50 Hz频率扫描下方区域,点云数据经边缘计算模块处理后得到货物外形轮廓和堆场障碍物信息,辅助自动定位系统完成防摇摆避障控制。
三、数据采集方案设计
3.1 采集节点与通信架构
数据采集系统以西门子S7-1500 PLC为核心控制器,通过PROFINET总线连接5个分布式I/O站(ET200SP):主起升站、大车驱动站、小车驱动站、安全联锁站和辅助设备站。各I/O站负责就近采集传感器信号,经PLC统一处理后,通过CP1543-1通信模块上传至上位SCADA系统。上位机采用WinCC(Windows Control Center)组态软件,实现数据可视化与历史趋势记录。
3.2 采样频率与数据存储
各传感器的采样频率根据信号变化速率差异分别设置:称重传感器20 Hz,编码器位置信号100 Hz(闭环控制需求),风速传感器1 Hz(气象数据变化慢),激光雷达50 Hz。PLC内部数据每50 ms进行一次刷新,历史数据以1秒间隔归档存储于本地SQL Server数据库,保留期不少于90天。关键报警数据实时上传至云端运维平台。
3.3 数据预处理与滤波
工业现场电磁干扰严重,传感器信号需经预处理后才能用于控制。方案采用以下措施:① 模拟量信号在PLC模拟量输入模块内部完成一阶低通滤波(截止频率5 Hz);② 称重信号经滑动平均滤波(窗口长度10点),消除吊具起升瞬间的冲击峰值;③ 编码器脉冲信号通过硬件正交解码与鉴相处理,消除抖动引起的计数误差;④ 风速信号采用中值滤波(窗口长度5点)剔除瞬时异常值。
四、传感器数据实时监测
上位机监控界面提供全方位的传感器数据实时显示功能,包括数字仪表、趋势曲线和状态指示灯三种呈现方式。操作人员可在主监控画面上同时查看起重量、大车位置、小车位置、起升高度、风速、环境温度等关键参数。
图2:各传感器采集数据的实时波形显示图
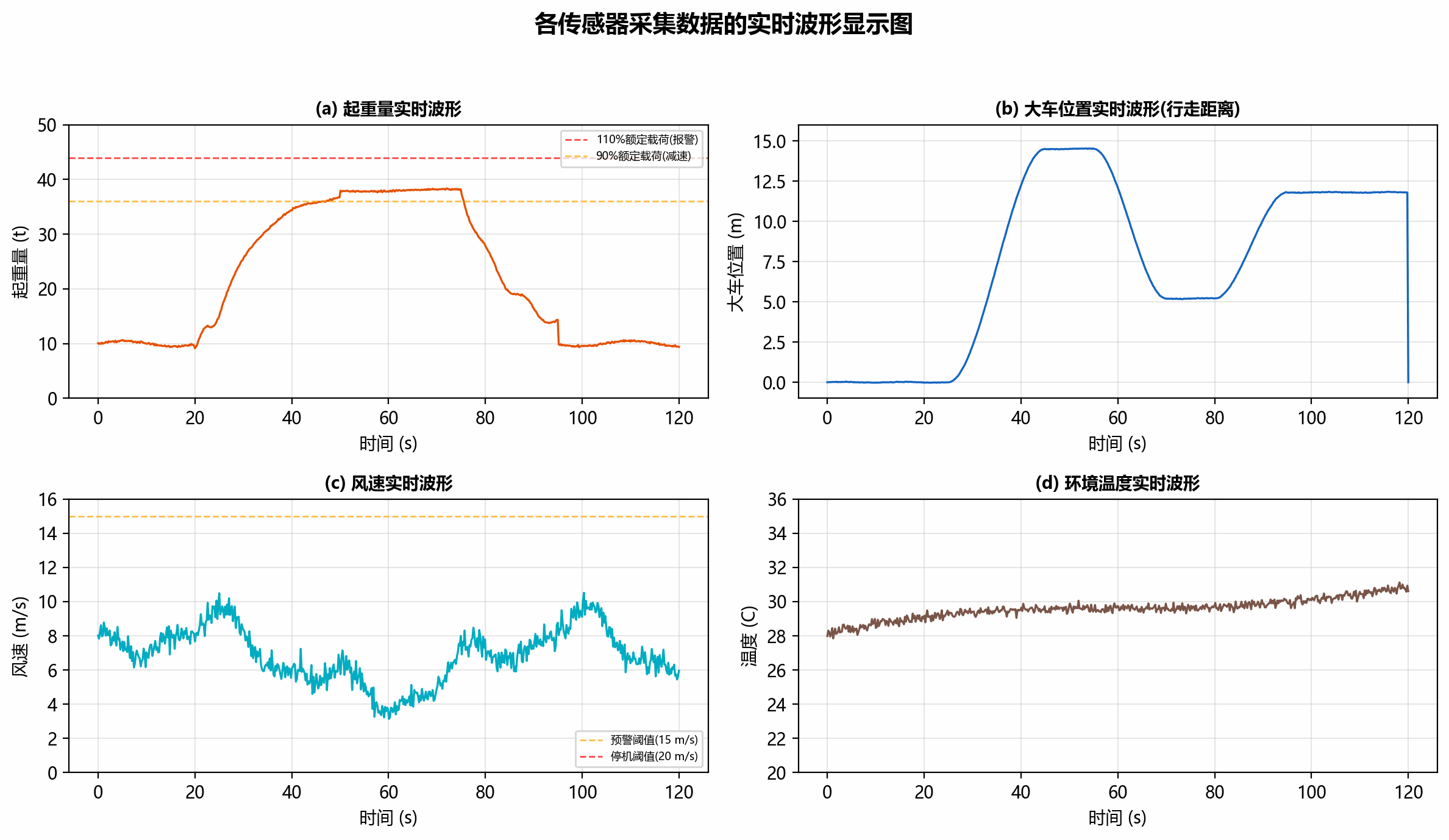
图2以波形图形式展示了典型工况下各传感器的实时数据曲线。左上为起重量波形,显示一次完整的”空吊具下降→抓取货物→重载起升→平移→卸载”循环,起重量在10 t至38 t之间变化,信号平滑无明显毛刺。右上为大车位置波形(实际行走距离),呈阶梯式变化,反映大车分段定位的运动特征。左下为风速波形,在5-8 m/s范围内波动,未触发报警阈值。右下为温度波形(环境温度),缓慢变化的趋势符合实际物理规律。通过该监控界面,运维人员可以快速掌握设备运行状态,及时发现异常趋势。
五、系统测试与应用效果
在完成传感器安装与数据采集系统调试后,开展了为期两周的系统联调测试。测试内容包括:称重精度标定(20 t标准砝码四点加载,误差<0.1%)、编码器定位精度测试(激光测距仪校验,最大偏差+4.2 mm)、限位开关响应时间(<20 ms)、风速仪户外比对测试(与气象站对比,偏差<0.3 m/s)以及激光雷达货物轮廓识别准确率(>95%)。
实际运行数据显示,自动化改造后的龙门吊在以下方面取得显著提升:单次作业循环时间减少35%,吊具定位偏差控制在±5 mm以内,超载报警未出现漏报,成功预防2次风速超标事件。传感器系统平均无故障时间(MTBF)超过8000小时,数据采集丢包率低于0.01%,完全满足港口连续作业的可靠性要求。
六、结论
本文提出的门式起重机传感器系统设计与数据采集方案,通过多类型传感器的合理选型与系统集成,构建了覆盖称重、定位、安全联锁和环境监测的完整感知体系。基于PROFINET实时工业以太网的数据采集架构,保证了传感器信号的低延迟与高可靠性传输。实际应用表明,该方案有效支撑了龙门吊的自动化作业控制,在定位精度、安全保护和运维效率方面均达到了预期目标,为同类设备的智能化改造提供了可复制的技术路径。
参考文献
[1] 王建华, 李伟. 港口门式起重机自动化控制系统设计[J]. 起重运输机械, 2023(5): 12-18.
[2] 张明. 工业以太网在起重机控制系统中的应用研究[D]. 上海交通大学, 2022.
[3] 陈志强, 刘洋. 激光雷达在港口起重机防碰撞中的应用[J]. 传感器技术, 2024(3): 45-50.
[4] 赵峰. 大型起重机安全监控系统的设计与实现[J]. 自动化与仪表, 2023(8): 22-27.
[5] Siemens AG. SIMATIC S7-1500 Motion Control Function Manual[Z]. 2023.
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位门式起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位门式起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/537.html
{kind=link}