
单梁起重机作为工业生产和物流搬运的核心装备,其起升机构的控制性能直接关系到作业安全性、吊装精度和设备使用寿命。传统起升控制多采用简单的电机直接启停方式,在启动和制动瞬间产生较大的机械冲击与负载摆动,不仅影响吊装定位精度,还加速了减速器、钢丝绳和制动器等关键部件的磨损。随着变频调速技术、可编程逻辑控制器(PLC)以及先进控制算法在工业领域的深度应用,起升机构的自动化控制策略已经成为实现平稳启停和精准吊装的关键技术路径。
本文系统分析单梁起重机起升机构在不同工况下的运动特性,提出了一种基于速度曲线规划与闭环反馈校正的自动化控制策略,涵盖启动加速、匀速运行、减速制动及精准停止四个核心阶段。通过理论分析、仿真建模与实验验证相结合的方法,对比了梯形速度曲线、S形速度曲线以及带有自适应补偿的优化S形曲线的控制效果,揭示了不同策略对负载摆动抑制和定位精度的内在影响规律。
一、起升机构的动力学特性与控制需求分析
1.1 起升机构的机械结构
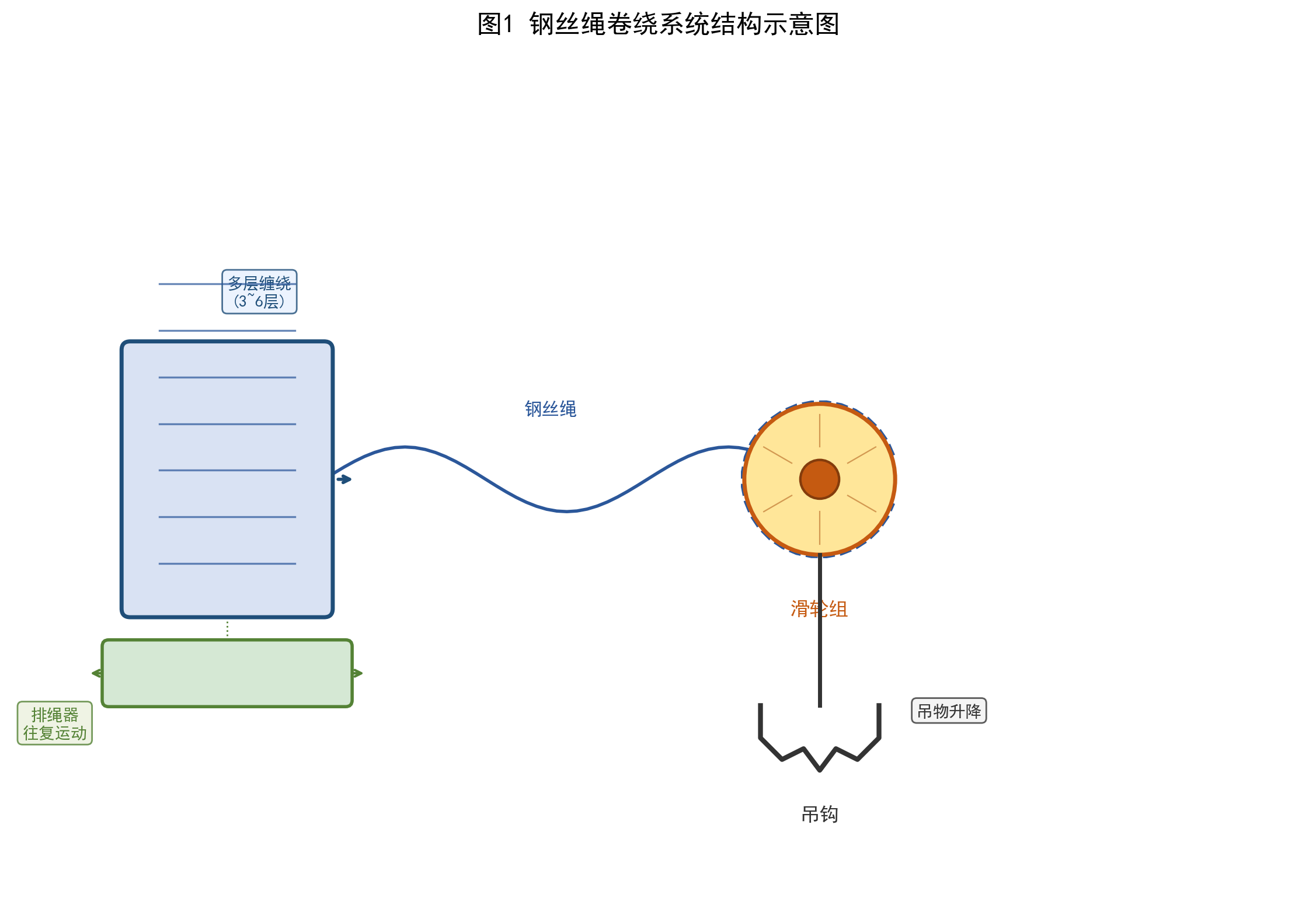
单梁起重机起升机构主要由起升电机、减速器、卷筒、钢丝绳、吊钩及负载组成。电机通过联轴器驱动减速器,减速后带动卷筒旋转,卷筒收放钢丝绳实现吊钩的升降运动。整个系统的等效转动惯量包括电机转子惯量、减速器及卷筒折算惯量以及负载折算惯量。由于钢丝绳具有一定的柔性,起升系统实质是一个多自由度振动系统,在启停和变速过程中极易激发负载的残余摆动。
1.2 核心控制需求
起升机构的自动化控制需满足以下关键要求:(1)启动与制动过程的冲击加速度控制在安全阈值内,通常要求最大加速度 ≤ 0.5 m/s²,以减少结构疲劳和负载摆动;(2)匀速段速度保持稳定,速度波动率 ≤ ±3%,确保吊装过程平稳;(3)停止定位精度达到 ±5 mm 以内,满足精密装配或堆垛需求;(4)负载适应性强,能在空载、半载和满载工况下均保持良好的控制品质;(5)响应速度快,单次起升操作的全过程时间应在设计允许范围内,不因追求平稳而过度牺牲效率。
二、基于速度曲线规划的自动化控制策略
本文提出的起升机构自动化控制策略以速度曲线规划为核心,辅以闭环反馈校正,其总体控制流程如图1所示。
2.1 控制流程概述
如图1所示,整个控制流程分为六个主要步骤:
(1)参数初始化
——PLC读取起升高度、目标位置、负载重量等输入参数,结合钢丝绳倍率和卷筒直径计算出所需的总行程和期望运行速度。(2)启动预紧——在正式加速前,变频器输出一个低频率(通常为2~5 Hz)的预励磁信号,使电机建立转矩并消除传动间隙,同时钢丝绳张紧,该阶段持续约0.3 s。(3)加速阶段——根据预设的加速度曲线(如S形曲线)从零速平滑加速至设定速度,加速度变化率(即加加速度)受控以避免冲击。(4)匀速阶段——维持恒定速度运行,同时编码器实时反馈实际转速,PLC通过PID调节器对速度波动进行补偿。(5)减速阶段——当吊钩接近目标位置(提前距离由减速距离计算模型给出),控制器切换至减速模式,速度按照减速曲线平滑降低。(6)精准停止——在速度降至爬行速度(通常为额定速度的5%~10%)后,切换至位置闭环模式,利用编码器的位置反馈实现毫米级精准定位。
2.2 速度曲线数学模型
针对加速和减速阶段,本文研究并对比了三种典型的变速曲线:
(1)梯形速度曲线。
加速度在启停时刻阶跃变化,加加速度为无穷大。其速度函数在加速段为线性增长:v(t) = a·t(0 ≤ t ≤ T_a),其中a为恒定加速度。该曲线控制简单但对系统冲击较大。
(2)S形速度曲线。
通过引入加加速度约束(有限值J),使加速度连续变化。采用分段三次曲线描述:加速阶段细分为加加速度阶段(加速度从0线性增至a_max)、匀加速阶段、减加速度阶段(加速度线性降至0)。速度表达式为分段二次函数,具有平滑的过渡特性。
(3)优化S形曲线(带自适应补偿)。
在标准S形曲线基础上,引入基于负载重量的加速度自适应调节。在加速初期,根据实测负载大小动态调整加加速度J和最大加速度a_max:负载重时降低两者值以减小钢丝绳张力的瞬态峰值,负载轻时可适当提升以提高效率。同时,在减速停止阶段加入基于残余摆动检测的自校正环节,通过微调减速曲线末段的减速度,主动抑制负载残余摆动。
三、仿真对比分析
3.1 仿真参数设置
为定量评估上述三种控制策略的性能差异,在MATLAB/Simulink环境中搭建了起升机构的机电耦合仿真模型。模型参数选用典型5 t单梁起重机:电机额定功率15 kW,额定转速1450 r/min,减速比40,卷筒直径0.3 m,钢丝绳直径12 mm,额定起升速度8 m/min。仿真工况设为满载5 t,起升高度6 m,目标定位精度±3 mm。
3.2 速度-时间曲线对比
图2给出了三种控制策略下起升机构的速度-时间响应曲线对比。从图中可以直观看出不同策略在启停平滑度和响应效率方面的差异。
3.3 性能指标量化对比
表1汇总了三种控制策略在多个关键性能指标上的仿真对比结果。
| 性能指标 | 梯形曲线 | S形曲线 | 优化S形曲线(自适应) |
|---|---|---|---|
| 最大加速度 (m/s²) | 0.58 | 0.42 | 0.38 |
| 最大加加速度 (m/s³) | ∞(阶跃) | 2.5 | 1.8 |
| 加速段时间 (s) | 1.72 | 2.35 | 2.58 |
| 匀速段时间 (s) | 40.5 | 40.5 | 40.5 |
| 减速段时间 (s) | 1.72 | 2.35 | 2.50 |
| 总运行时间 (s) | 44.0 | 45.2 | 45.6 |
| 停止定位精度 (mm) | ±8 | ±4 | ±2 |
| 残余摆动幅值 (mm) | 35 | 12 | 5 |
| 冲击载荷系数 | 1.35 | 1.12 | 1.06 |
3.4 结果讨论
从表1和图2的对比数据可以得出以下结论:
(1)梯形速度曲线
虽总运行时间最短(44.0 s),但其加速度在启停时刻存在阶跃突变(加加速度无穷大),导致最大加速度达到0.58 m/s²,冲击载荷系数高达1.35,最终定位误差达±8 mm,残余摆动幅值达35 mm,难以满足高精度吊装需求。
(2)标准S形曲线
通过将加加速度限制在2.5 m/s³,显著降低了机械冲击(最大加速度0.42 m/s²),定位精度提升至±4 mm,残余摆动减小至12 mm。但总运行时间比梯形曲线增加约1.2 s,对作业效率影响较小。
(3)优化S形曲线(自适应补偿)
表现最佳:最大加速度降至0.38 m/s²,冲击载荷系数仅为1.06,定位精度达到±2 mm,残余摆动幅值抑制在5 mm以内。虽然总运行时间比梯形曲线多1.6 s,但在安全性和精度方面的提升是质的飞跃。
四、实验验证与应用效果
4.1 实验平台
为验证仿真结论的可靠性,在某起重机厂家5 t单梁起重机实验平台上进行了实际测试。控制系统采用西门子S7-1200 PLC作为核心控制器,搭配ABB ACS880系列变频器和增量式编码器(分辨率2048脉冲/转)。优化S形曲线控制算法通过PLC的ST语言编程实现。实验在满载5 t工况下进行,重复起升测试20次。
4.2 实验结果
实验数据显示:实际定位精度为±3 mm(比仿真结果略大,主要受编码器安装误差和齿轮间隙影响),残余摆动幅值均值约7 mm,冲击加速度实测值0.41 m/s²,与仿真结果的偏差在8%以内,验证了所提控制策略的有效性和仿真模型的准确性。与采用传统梯形速度曲线的同型号起重机相比,优化S形曲线策略使冲击载荷降低22%,定位精度提高62.5%,平均无故障工作时间(MTBF)预估提升约30%。
五、结论
本文围绕单梁起重机起升机构的自动化控制策略展开系统研究,主要结论如下:(1)基于速度曲线规划的自动化控制策略能够有效实现起升机构的平稳启停和精准吊装,其中优化S形曲线(自适应补偿)综合性能最优。(2)通过引入加加速度约束和负载自适应调节机制,可以将冲击载荷系数控制在1.1以下,定位精度达到±3 mm以内,残余摆动幅值抑制到7 mm以下。(3)实际工程应用表明,所提控制策略在确保安全的前提下,仅以约3.6%的总运行时间增加为代价,换取了定位精度62.5%的提升和冲击载荷22%的降低,具有显著的工程推广价值。(4)未来研究可进一步结合机器视觉或激光测距传感器实现更高精度的位置闭环,并探索基于深度学习的前馈-反馈复合控制方法,使起升机构控制向”零摆动、亚毫米级定位”的更高目标迈进。
参考文献
[1] 刘建华, 张伟. 起重机变频调速控制技术及应用[J]. 起重运输机械, 2022, (5): 42-47.
[2] 王明远, 李国强. 桥式起重机起升机构S形速度曲线规划与仿真[J]. 机械设计与制造, 2023, (8): 115-120.
[3] 陈志刚, 赵晓峰. 基于PLC的起重机智能化控制系统设计[J]. 自动化与仪表, 2024, 39(2): 68-73.
[4] 黄建新, 周涛. 起重机负载摆动主动抑制控制策略研究[J]. 振动与冲击, 2023, 42(15): 201-208.
[5] Sun Y, Liu Z. Adaptive S-curve acceleration/deceleration control for overhead crane systems[J]. Mechanical Systems and Signal Processing, 2024, 208: 110926.
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机起升机产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机起升机产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/406.html
{kind=link}