
龙门吊(门式起重机)的自动化改造是提升港口、堆场及工厂物流效率的关键手段。随着PLC、变频器、传感器网络及工业通信系统的深度集成,系统复杂度显著增加,故障点也随之分散。本文以实战为出发点,系统梳理龙门吊自动化系统中五大核心模块的常见故障现象、检查要点、根本原因及标准处置流程,供一线运维人员快速查阅参。也可参考龙门吊自动化改造的未来发展方向:从单机自相关内容。考。
一、故障分布概览
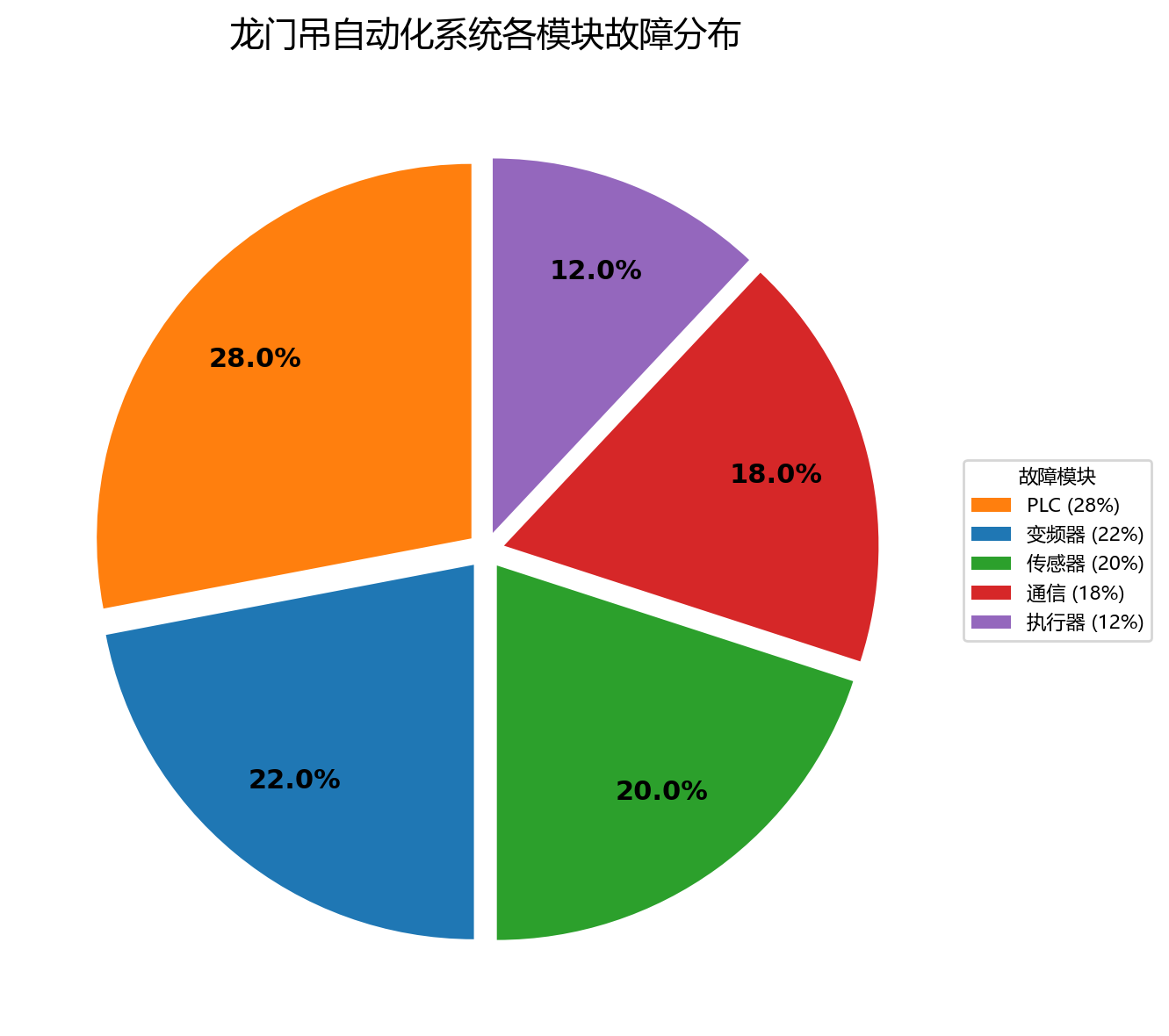
根据行业运维数据统计,龙门吊自动化系统的故障分布呈现出模块化特征。图1展示了五大类故障的占比情况,其中PLC及变频器相关故障合计占比约50%,是日常运维中最常遇到的问题域。
二、五大类故障排查流程
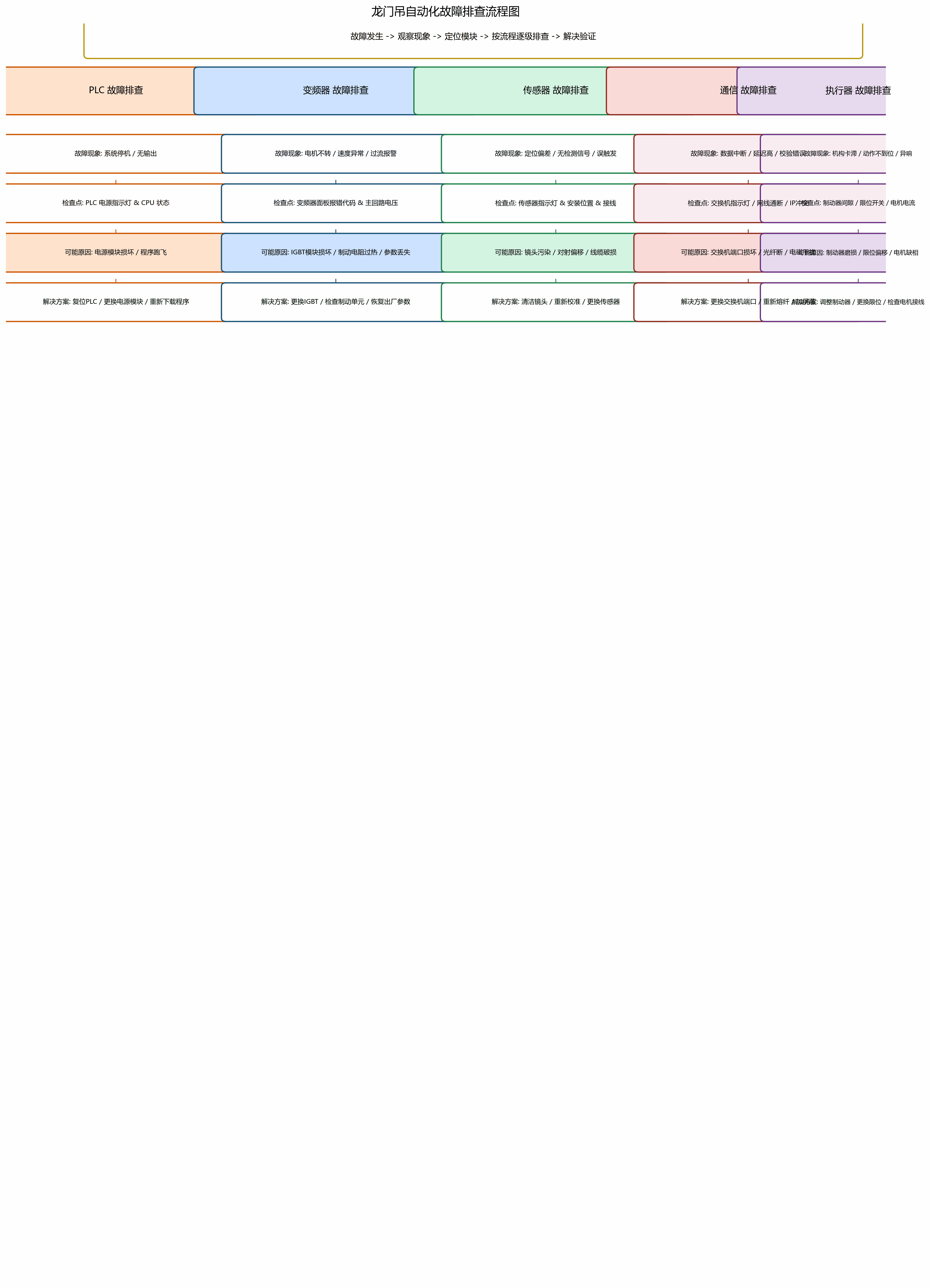
图2以流程图形式完整展示了从故障现象到解决方案的完整排查路径,覆盖PLC、变频器、传感器、通信及执行器五大类别。
三、各模块详细排查指南
3.1 PLC(可编程逻辑控制器)故障
| 故障现象 | 检查点 | 可能原因 | 解决方案 |
|---|---|---|---|
| 系统停机、无输出、CPU报错灯常亮 | PLC电源指示灯、CPU状态指示灯(RUN/STOP/ERR)、I/O模块状态 | 电源模块损坏、程序跑飞或逻辑死循环、CPU硬件故障、电池掉电导致程序丢失 | ① 断电重启PLC;② 检查并更换电源模块;③ 重新下载备份程序;④ 更换CPU模块并恢复程序 |
| 局部I/O模块无响应 | 模块指示灯、背板总线连接、模块供电 | 模块供电保险熔断、背板总线接触不良、模块地址拨码冲突 | ① 测量模块供电电压;② 重新插拔模块并紧固总线连接器;③ 核对并修正模块地址 |
| 程序偶尔紊乱、输出异常 | 扫描周期监视、程序在线监控、干扰源排查 | 强电磁干扰导致程序跑飞、看门狗超时、电池电量不足 | ① 加装信号隔离器和滤波电容;② 优化PLC程序循环逻辑;③ 更换PLC电池 |
3.2 变频器故障
| 故障现象 | 检查点 | 可能原因 | 解决方案 |
|---|---|---|---|
| 电机不转、启动即报过流 | 变频器面板故障代码(如OC、OL、SC)、主回路电压、电机绝缘电阻 | IGBT功率模块击穿短路、电机绕组接地或相间短路、加速时间过短 | ① 断开电机测量绝缘(>1MΩ为合格);② 更换IGBT模块或整台变频器;③ 延长加速时间参数(Pr.0/Pr.1等) |
| 电机速度不稳、运行中跳停 | 编码器反馈信号、速度环PI参数、负载变化曲线 | 编码器损坏或信号干扰、速度环参数整定不当、制动电阻过热 | ① 检查编码器连接及波形;② 重新整定速度环PI参数(自整定功能);③ 检查制动电阻阻值及散热条件 |
| 变频器显示过压(OV) | 直流母线电压、制动单元状态、制动电阻阻值 | 制动单元损坏、制动电阻断路、减速时间过短、电网电压偏高 | ① 测量直流母线电压(正常范围为540~620V);② 更换制动单元或电阻;③ 延长减速时间参数 |
3.3 传感器故障
| 故障现象 | 检查点 | 可能原因 | 解决方案 |
|---|---|---|---|
| 定位偏差、小车或大车停止位置偏移 | 绝对值编码器读数、激光测距仪数值、接近开关安装位置 | 编码器联轴器打滑、激光测距仪镜头污染、反光板偏移、接近开关松动 | ① 紧固联轴器顶丝;② 清洁镜头及反光板(用无纺布蘸无水酒精擦拭);③ 重新校准编码器零点;④ 紧固接近开关支架 |
| 无检测信号、传感器指示灯不亮 | 供电电压、接线端子、传感器自身状态 | 供电电源故障、接线断路或短路、传感器内部损坏 | ① 测量传感器供电(通常为DC 24V ±10%);② 使用万用表逐段测量线缆通断;③ 更换同型号传感器并重新标定 |
| 误触发、信号抖动 | 传感器检测距离、安装角度、环境干扰源 | 检测距离设置过大(超出有效量程)、安装角度倾斜、金属飞溅物干扰、电缆屏蔽层接地不良 | ① 按说明书校核检测距离;② 调整安装角度至垂直被测面(±5°以内);③ 加装防护挡板;④ 检查屏蔽接地 |
3.4 通信网络故障
| 故障现象 | 检查点 | 可能原因 | 解决方案 |
|---|---|---|---|
| PLC与变频器/远程I/O通信中断 | 交换机端口指示灯(Link/Act)、网线水晶头、IP地址配置 | 交换机端口损坏(静电或雷击)、水晶头接触不良、IP地址冲突或网关配置错误 | ① 更换交换机端口;② 重新压制水晶头 (T568B标准);③ ping测试并修正IP配置;④ 在交换机上划分VLAN隔离广播域 |
| 数据延迟高、控制响应慢 | 网络拓扑结构、交换机负载、线缆长度 | 网络环路导致广播风暴、线缆距离超长(以太网>100m)、交换机端口双工/速率不匹配 | ① 启用STP/RSTP协议消除环路;② 超过100m加装光电转换器或工业交换机中继;③ 强制匹配双工模式及速率(100M Full Duplex) |
| PROFIBUS/CAN总线通信偶发中断 | 终端电阻、总线电缆屏蔽层、分支长度 | 终端电阻丢失或错误、屏蔽层单端接地不良、分支过长(超出规范) | ① 确认总线两端各接入220Ω终端电阻;② 屏蔽层单端接地(接地电阻<10Ω);③ 分支长度控制在6.6m以内(PROFIBUS 1.5Mbps时) |
3.5 执行机构故障
| 故障现象 | 检查点 | 可能原因 | 解决方案 |
|---|---|---|---|
| 大车/小车行走机构卡滞、异响 | 制动器间隙、轨道平直度、行走轮磨损状态 | 制动器抱闸间隙过小(<0.5mm)、轨道接头错位、行走轮轮缘磨损或轴承损坏 | ① 调整制动器间隙至0.6~1.0mm;② 打磨或重新调整轨道接头;③ 更换行走轮及轴承 |
| 起升机构动作不到位、限位失效 | 起升限位开关、编码器零位、制动器液压推杆 | 限位开关撞块移位、绝对值编码器零位漂移、液压推杆漏油 | ① 重新固定限位撞块并做标记;② 重新校准编码器零位;③ 更换液压推杆密封圈或总成 |
| 电机不动作或单方向动作 | 电机三相电阻、接触器触点、热继电器状态 | 电机缺相(绕组断线或接触器触点烧蚀一相)、热继电器疲劳跳闸未复位、变频器无输出指令 | ① 用钳形表测量三相电流是否平衡;② 打磨或更换接触器触点;③ 复位热继电器并查明过载原因;④ 检查变频器控制端子排接线 |
四、综合排查方法论
4.1 五步排查法
- 观察现象:记录异常表现、报警代码、时间及工况(负载重量、运行方向、风速等)。
- 定位模块:根据现象判断故障归属模块(PLC/变频器/传感器/通信/执行器),缩小排查范围。
- 检查要点:按照”先外后内、先软后硬”的原则,依次检查供电、指示灯、接线、参数设置、硬件状态。
- 制定方案:根据检查结果确定根本原因,制定维修或更换方案,优先选用不停机修复方案。
- 验证闭环:维修完成后进行空载及带载试验,确认故障消除,更新运维记录及备件台账。
4.2 常见误判与避坑指南
误判一:变频器过流直接换模块
- 实际多为加速时间过短或电机绝缘不良
- 应先测量电机绝缘,确认无误再查变频器
误判二:通信中断就换交换机
- 优先检查水晶头及屏蔽接地
- 静电或雷击损伤交换机端口占60%以上
误判三:传感器无信号直接更换
- 先量供电电压,再查线缆通断
- 约30%的传感器故障可归结于供电或接线问题
误判四:执行器卡滞就换电机
- 制动器间隙调整可解决80%的卡滞问题
- 先检查制动器,再排查电机及负载
4.3 日常预防性维护清单
| 周期 | 维护项目 | 标准 |
|---|---|---|
| 每日 | 巡检PLC柜温度、变频器面板报警 | 柜内温度<50°C,无报错代码 |
| 每周 | 清洁传感器镜头、检查通信指示灯 | 镜头无遮挡,交换机Link灯正常 |
| 每月 | 检查制动器间隙、电机绝缘电阻 | 间隙0.6~1.0mm,绝缘>1MΩ |
| 每季 | 备份PLC程序、更换变频器散热风扇 | 程序归档命名规范,风扇无异响 |
| 每年 | 校准所有传感器零点、检测通信线缆衰减 | 编码器零位偏差<0.5mm,链路衰减<9dB |
五、典型案例分析
案例一:某码头40t龙门吊在自动化作业中频繁出现大车定位偏差,偏差值呈周期性变化。运维人员按照传感器故障排查流程,检查绝对值编码器发现联轴器顶丝松动,紧固后偏差消除。后续增加联轴器防松垫圈并纳入月检项目,该问题未再复现。
案例二:某堆场龙门吊通信网络每日下午15:00左右出现间歇性中断。经排查,该时段附近有电焊作业,焊机产生的电磁干扰通过未屏蔽的通信线缆耦合进入PLC交换机端口。解决方案:将通信线缆更换为屏蔽双绞线,并沿桥架全线穿金属管,干扰故障率下降95%。
文章编号:016 | 版本:V1.0 | 适用对象:龙门吊自动化系统运维工程师 | 2026年05月
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊自动化改造产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊自动化改造产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/580.html
{kind=link}