
编制单位:设备工程部 | 编制日期:2026年5月 | 版本:V2。也可参考龙门吊自动化改造的未来发展方向:从单机自相关内容。.3
一、项目概述
龙门吊(门式起重机)是港口、堆场和制造车间中关键的重型搬运设备。随着工业4.0和智能制造的推进,传统龙门吊的自动化改造已成为提升作业效率、降低人力成本、减少人为失误的必然趋势。然而,自动化改造引入了全新的控制系统、传感器网络、通讯链路和复杂算法,同时也带来了与传统有人操作截然不同的安全风险。
本方案旨在系统性地识别龙门吊自动化改造全生命周期中的各类安全风险,建立多维度的风险评估矩阵,并据此提出覆盖机械、电气、控制和管理四个维度的针对性防护措施,确保改造项目在安全可控的前提下顺利推进。
本方案适用于以下类型的龙门吊自动化改造项目:
- 岸边集装箱龙门吊(STS)自动化升级;
- 堆场轨道式龙门吊(RMG)自动化改造;
- 轮胎式龙门吊(RTG)远程操控与自动化升级;
- 车间/厂房内桥式龙门吊的自动化改造。
二、自动化改造各阶段安全风险识别
2.1 风险分类框架
根据龙门吊自动化改造的特点,将安全风险按照风险来源划分为四类:
电气类风险(E)
:涉及供电系统、动力电缆、电机驱动、接地保护等电气相关风险;
控制类风险(C)
:涉及PLC程序、通讯协议、传感器信号、自动决策算法等软件和控制逻辑相关风险;
管理类风险(A)
:涉及人员培训、操作规程、制度流程、应急响应等组织管理相关风险。
2.2 改造各阶段风险识别
龙门吊自动化改造可分为五个阶段,每个阶段面临不同的风险特征:
阶段一:方案设计与评审
- C-01 自动化控制架构设计缺陷,安全链路未采用冗余设计;
- C-02 传感器选型不当或精度不足,导致检知盲区;
- E-01 新老电气系统兼容性评估不足,供电容量计算偏差;
- M-01 自动化改造后新增设备(激光雷达、摄像头支架等)对原结构的干涉影响未评估;
- A-01 安全目标与验收标准不明确,缺乏量化指标。
阶段二:硬件安装与改造
- M-02 高处安装传感器/控制器支架时的高空坠落风险;
- M-03 大型部件吊装过程中的碰撞与挤压风险;
- E-02 带电作业时的触电风险;
- E-03 新增线缆敷设不当导致的短路或信号干扰;
- A-02 施工区域与生产区域未有效隔离,人机交叉作业风险。
阶段三:系统调试与联调
- C-03 自动运行模式下误动作导致吊具与集装箱或障碍物碰撞;
- C-04 多台龙门吊协同作业时的通讯碰撞或指令冲突;
- M-04 自动加减速曲线不合理导致吊物摇摆幅度过大;
- E-04 变频器调试过程中参数设置不当导致电机过载损坏;
- A-03 调试人员未严格执行安全锁定/挂牌(LOTO)程序。
阶段四:试运行与验收
- C-05 自动模式与手动模式切换逻辑缺陷,切换时失速或误操作;
- C-06 系统在极端工况(强风、暴雨、高温)下通讯中断或传感器失效;
- M-05 长时间试运行导致机械部件疲劳或磨损加速;
- E-05 接地系统不良导致雷击或浪涌损坏自动控制系统;
- A-04 操作人员对新系统的应急响应流程不熟悉。
阶段五:正式运行与维护
- C-07 软件升级或参数修改后未充分验证导致系统异常;
- C-08 网络攻击或恶意入侵导致自动化系统失控;
- M-06 自动润滑系统故障导致关键轴承或齿轮过度磨损;
- E-06 电缆拖链长期运动导致内部导线疲劳断裂;
- A-05 维护人员技能不足,无法识别和排除自动化系统故障。
三、安全风险矩阵评估
3.1 评估方法
采用风险矩阵法(Risk Matrix)对识别出的各项风险进行评估。风险等级 R = L × S,其中:
根据 R 值将风险分为三级:
-
低风险(1-4)
:可接受,常规管理;
-
中风险(5-9)
:需关注,制定控制措施;
-
高风险(10-25)
:不可接受,必须采取工程控制措施降低后方可实施。
3.2 各阶段风险矩阵
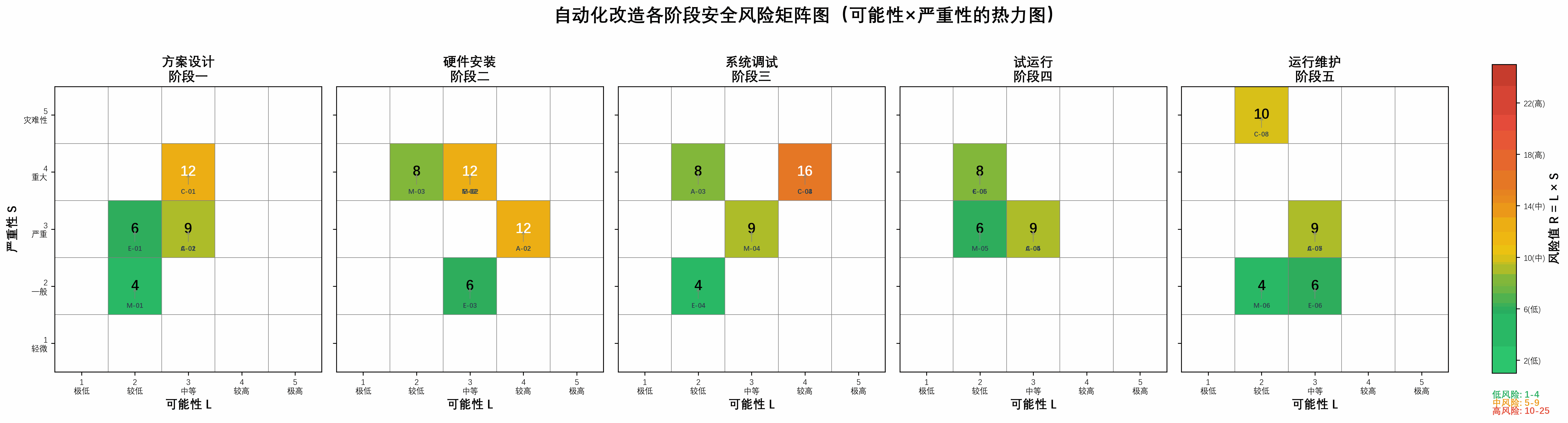
上图展示了改造五个阶段中各项风险在可能性与严重性二维空间中的分布情况。颜色从绿色到红色渐变,代表风险从低到高。从图中可以看出:
- 阶段三(系统调试与联调)集中了最多的高风险项,尤其是C-03(自动误动作碰撞)和C-04(通讯冲突)被评为最高风险等级(R=16);
- 阶段二(硬件安装与改造)的M-02(高空坠落)和E-02(触电)由于后果严重,也属于高风险等级(R=12);
- 阶段一(方案设计)和阶段五(运行维护)的风险整体偏低,但C-08(网络攻击)需特别关注。
3.3 风险评估汇总表
| 风险编号 | 风险描述 | 可能性(L) | 严重性(S) | 风险值(R) | 风险等级 | 所属阶段 |
|---|---|---|---|---|---|---|
| C-01 | 控制架构设计缺陷 | 3 | 4 | 12 | 高 | 设计 |
| C-02 | 传感器选型不当 | 3 | 3 | 9 | 中 | 设计 |
| E-01 | 供电容量偏差 | 2 | 3 | 6 | 中 | 设计 |
| M-01 | 结构干涉未评估 | 2 | 2 | 4 | 低 | 设计 |
| A-01 | 验收标准不明确 | 3 | 3 | 9 | 中 | 设计 |
| M-02 | 高空坠落 | 3 | 4 | 12 | 高 | 安装 |
| M-03 | 吊装碰撞挤压 | 2 | 4 | 8 | 中 | 安装 |
| E-02 | 带电作业触电 | 3 | 4 | 12 | 高 | 安装 |
| E-03 | 线缆短路/干扰 | 3 | 2 | 6 | 中 | 安装 |
| A-02 | 人机交叉作业 | 4 | 3 | 12 | 高 | 安装 |
| C-03 | 自动误动作碰撞 | 4 | 4 | 16 | 高 | 调试 |
| C-04 | 通讯碰撞/指令冲突 | 4 | 4 | 16 | 高 | 调试 |
| M-04 | 吊物摇摆幅度大 | 3 | 3 | 9 | 中 | 调试 |
| E-04 | 电机过载损坏 | 2 | 2 | 4 | 低 | 调试 |
| A-03 | 未执行LOTO程序 | 2 | 4 | 8 | 中 | 调试 |
| C-05 | 模式切换逻辑缺陷 | 3 | 3 | 9 | 中 | 试运行 |
| C-06 | 极端工况通讯中断 | 2 | 4 | 8 | 中 | 试运行 |
| M-05 | 机械疲劳加速 | 2 | 3 | 6 | 中 | 试运行 |
| E-05 | 雷击/浪涌损坏 | 2 | 4 | 8 | 中 | 试运行 |
| A-04 | 应急响应不熟悉 | 3 | 3 | 9 | 中 | 试运行 |
| C-07 | 软件升级未验证 | 3 | 3 | 9 | 中 | 运维 |
| C-08 | 网络攻击入侵 | 2 | 5 | 10 | 高 | 运维 |
| M-06 | 自动润滑故障 | 2 | 2 | 4 | 低 | 运维 |
| E-06 | 拖链导线疲劳 | 3 | 2 | 6 | 中 | 运维 |
| A-05 | 维护技能不足 | 3 | 3 | 9 | 中 | 运维 |
四、安全防护措施方案
4.1 机械维度防护措施(M系列)
M-F1:结构安全监测系统
在主梁、支腿、小车架等关键结构件上安装应变片和振动传感器,实时监测结构应力与疲劳状态。当检测到应力超过设定阈值(通常为设计值的80%)时,系统自动降速运行并报警,超过90%时自动停机。同时建立结构健康档案,定期对比分析结构状态变化趋势。
第二级(电子限位保护)
:通过安全PLC读取编码器和激光测距仪数据,在到达极限位置前自动减速,到达极限位置时触发安全停止;
第三级(区域避碰保护)
:利用激光雷达、毫米波雷达或UWB定位技术,实时检测龙门吊与周围障碍物(其他龙门吊、集装箱堆、车辆、人员等)的距离,建立三维防碰撞区域模型,根据距离远近自动执行减速、停止和报警动作。
C-F3:传感器冗余与自诊断
关键检测传感器采用三重冗余配置(3oo3或2oo3表决逻辑):
- 吊具位置检测:编码器+激光测距仪+UWB定位三重冗余;
- 大车/小车行走定位:旋转编码器+格雷母线+RFID标签三重冗余;
- 吊具着箱检测:压力传感器+接近开关+视觉确认三重冗余。
系统在每次启动时自动执行传感器自检程序,任意两个通道的读数偏差超过设定阈值(如位置的偏差>10mm)时,系统禁止进入自动模式并提示维护。
C-F4:通讯冗余与网络安全
控制网络采用环形双光纤冗余拓扑,单点故障不影响通讯。工业以太网采用专用VLAN隔离,与办公网络物理或逻辑隔离。部署工业防火墙和入侵检测系统(IDS),对控制协议进行深度包检测。所有远程访问操作必须通过VPN加密通道,并采用双因子认证。控制系统软件升级和参数修改需经过离线仿真验证、审批和版本管理流程。
C-F5:手动/自动模式安全切换
自动模式和手动模式切换必须满足以下安全条件:
- 切换操作只能在驾驶室或地面控制面板上执行,不能通过遥控器或远程终端切换;
- 模式切换前系统必须处于停止状态(所有机构静止);
- 切换时系统执行完整的硬件和软件自检程序(包括传感器有效性、制动器状态、通讯链路状态等);
- 自检通过后以低速限位模式(最高速度的10%)运行3秒以上,确认无异常后方可全速运行。
4.4 管理维度防护措施(A系列)
A-F1:安全培训与认证制度
建立四级培训体系:
二级(操作人员)
:掌握自动化系统的基本操作、异常情况判断、手动干预和紧急停机操作,经理论考试和实操考核合格后颁发操作资格证;
三级(维护人员)
:具备PLC编程、传感器故障诊断、通讯网络维护和变频器参数调整的能力,经系统培训和导师带教后方可独立工作;
四级(应急响应)
:所有相关人员定期参加自动化系统故障应急演练,每年至少两次。
A-F2:安全操作规程与作业许可
制定自动化龙门吊专项安全操作规程,包括但不限于:日常操作规范、设备启停流程(含启动前安全检查清单)、自动模式与手动模式管理规定、维修维护安全规程(LOTO程序)、异常情况应急处置程序。对以下高风险作业实行作业许可制度,须经安全主管审批后方可进行:自动化系统离线修改调试、关键安全部件的更换与复位、安全PLC程序的修改、联锁保护的旁路操作(须有明确时限和监控措施)。
A-F3:变更管理(MOC)流程
对自动化系统的任何变更(包括软件升级、参数修改、硬件更换、传感器重新标定等)必须严格执行变更管理流程:提出变更申请→风险评估→制定变更方案→审批→实施变更→功能验证测试→更新文档→操作人员告知。变更后的系统必须经过不少于24小时的空载试运行和不少于8小时的带载试运行,确认无异常后方可投入正式运行。
A-F4:定期检测与持续改进
建立自动化龙门吊安全性能定期检测制度:
- 每日:操作人员启动前进行安全检查,填写检查表;
- 每周:维护人员对传感器、限位开关、急停按钮等进行功能测试;
- 每月:对安全PLC逻辑、联锁功能、紧急停机响应时间进行全面测试;
- 每季度:对接地电阻、绝缘电阻、防雷系统进行检测;
- 每年:委托第三方专业机构对整机进行安全评估和载荷试验。
建立安全事件报告和统计分析制度,对未遂事件(Near-Miss)、轻微事故和重大故障进行根本原因分析(RCA),制定并跟踪整改措施的实施,实现安全管理体系的持续改进。
五、改造前后安全防护措施对比
为直观展示自动化改造前后安全防护水平的提升,下图从机械、电气、控制和管理四个维度对改造前后的安全防护措施进行了定量对比(0-100分评分体系)。
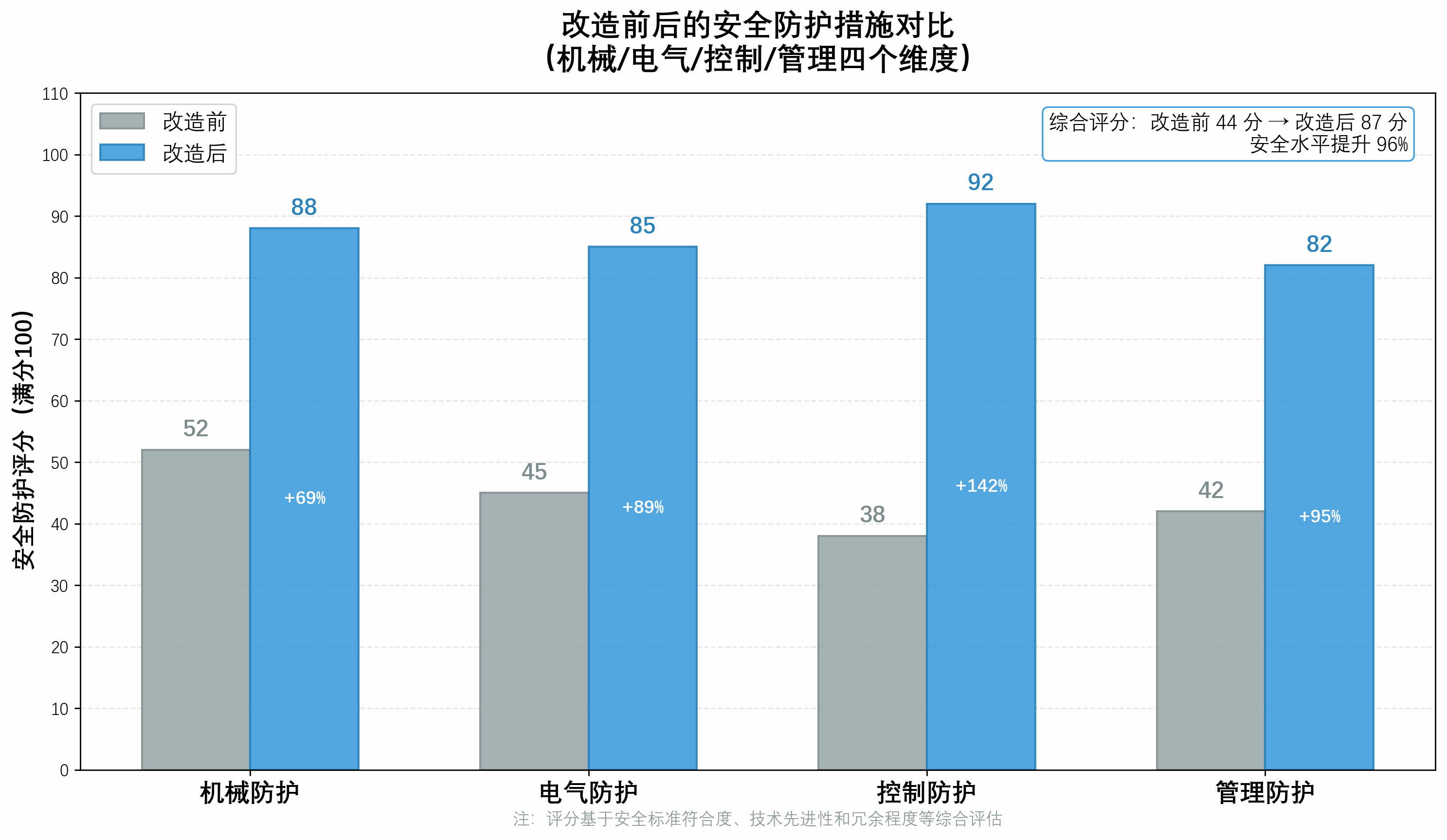
上图显示:
- 机械维度:从52分提升至88分。改造后新增了结构健康监测、智能防摇、增强型制动系统等,但机械本体的固有安全水平受限于原有结构设计,提升幅度相对有限。
- 电气维度:从45分提升至85分。主要得益于双路供电冗余、实时绝缘监测、分级浪涌保护以及STO功能等现代化电气安全技术的引入。
- 控制维度:从38分提升至92分,是四个维度中提升幅度最大的。安全PLC、三重冗余传感器、多层级联锁避碰系统和网络安全措施,使控制系统的安全完整性等级跃升至SIL3水平。
- 管理维度:从42分提升至82分。系统化的培训认证制度、变更管理流程和定期检测机制的建立,使管理层面的安全防护系统化、规范化。
综合来看,通过自动化改造和安全防护措施的系统性投入,龙门吊的整体安全防护水平从改造前的约44分提升至改造后的约87分,安全防护能力提升了近一倍。
六、结论与建议
龙门吊自动化改造是一项复杂的系统工程,安全风险评估和防护措施的设计必须贯穿改造的全生命周期。通过本方案的系统性分析,得出以下主要结论:
-
阶段风险差异显著
:系统调试联调阶段(阶段三)是风险最集中的环节,其中自动误碰撞(C-03)和通讯冲突(C-04)风险等级最高(R=16),必须作为重点管控对象。
-
控制维度最为关键
:从四个维度的防护措施对比来看,控制维度的安全防护提升空间最大(38→92分),也是自动化改造安全性的核心保障。
-
冗余设计是基本原则
:从传感器冗余到通讯链路冗余,从制动器冗余到电源冗余,多重冗余设计是保障自动化系统安全可靠运行的基本原则。
-
管理措施不可缺失
:技术措施再完善,如果缺乏有效的管理配套(培训、规程、变更管理、应急演练),安全防护仍然存在漏洞。
建议在改造项目实施前,由设备工程部、安全环保部和第三方安全评估机构共同组织专项安全评审会,对本文识别的各项风险和控制措施进行逐项审查和确认,并根据实际设备类型和现场条件进行针对性调整。改造实施完成后,须经过不少于3个月的全工况试运行,通过全面的安全验收后方可投入正式运行。
编制说明:本方案参考了GB/T 3811-2008《起重机设计规范》、GB 6067.1-2010《起重机械安全规程》、ISO 13849-1《机械安全—控制系统安全相关部件》和IEC 61508《电气/电子/可编程电子安全系统的功能安全》等相关标准。方案中的风险评估结果和评分数据基于同类项目的统计平均值,具体项目实施时应结合实际设备状态、现场环境和作业工况进行个性化评估和调整。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊自动化改造产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位龙门吊自动化改造产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/577.html
{kind=link}