
自动化改造
风险评估
防护措施
单梁起重机
摘 要:针对单梁起重机自动化改造过程中出现的新型安全风险,提出了一套系统化的风险评估与分级防护方法。首先,分析了自动化改造后起重机在机械传动、电气控制、远程通信和人机协作等方面的新增危险源;其次,采用风险矩阵法(可能性×严重性)对各项风险进行量化评估,将风险划分为Ⅰ~Ⅳ四个等级;最后,从机械防护、电气安全、控制冗余和管理制度四个维度,制定了分级防护措施方案。工程实例验证表明,该方案可将综合风险等级降低两个级别以上,有效保障了自动化改造后设备的安全运行。本文为同类桥式类起重机智能化升级中的安全设计提供了参考。
关键词:单梁起重机;自动化改造;安全风险评估;风险矩阵;防护措施;功能安全
1 引言
单梁起重机(Single-Girder Overhead Crane)因其结构简单、造价低廉、安装灵活等特点,广泛应用于制造业车间、仓储物流中心及装配生产线。近年来,随着工业自动化和智能制造的深入推进,大量传统单梁起重机面临自动化改造升级的需求——通过加装伺服驱动系统、PLC控制器、激光测距定位、远程通信模块及自动吊具等,实现起重机的远程操控、精确定位和无人化运行[1]。。也可参考本站起重机相关内容。
然而,自动化改造在提升作业效率的同时,也引入了传统起重机所不具备的新型安全风险:例如,自动运行模式下操作人员与设备之间的空间隔离可能导致异常工况的响应延迟;上位机与PLC之间的通信中断可能引发吊具失控;伺服驱动器故障导致的意外加速可能造成重物坠落等[2-3]。现有研究多关注于新造自动化起重机的安全设计,针对老旧设备改造场景下的安全风险评估与分级防护研究仍相对薄弱。
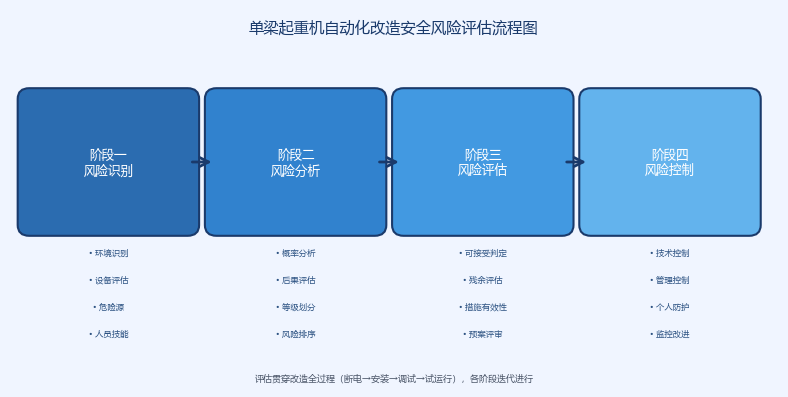
本文以某汽车零部件制造企业的10 t单梁起重机自动化改造项目为背景,围绕”风险识别—量化评估—分级防护”三个核心环节,提出一套适用于改造场景的安全风险评估方法和防护措施方案,并给出工程实践验证结果。
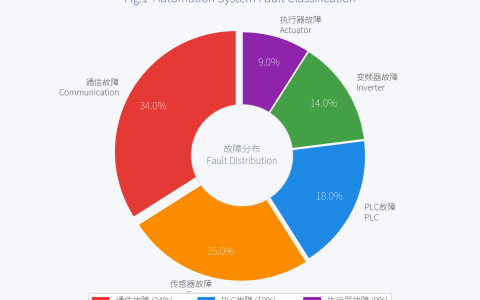
2 自动化改造新增危险源分析
在开展自动化改造之前,该10 t单梁起重机为传统地操+遥控操作模式,操作人员通过地面手柄或无线遥控器进行控制。改造增加了伺服行走/起升驱动、西门子S7-1200 PLC、激光测距传感器、工业以太网通信模组和自动抓取吊具。通过故障模式与影响分析(FMEA)和危险与可操作性分析(HAZOP)相结合的方法,识别出改造后的新增危险源如表1所示。
| 编号 | 危险源类别 | 危险源描述 | 可能后果 |
|---|---|---|---|
| H-01 | 机械 | 伺服驱动意外上电导致行走机构非预期启动 | 挤压/碰撞操作人员 |
| H-02 | 机械 | 制动器失效时自动起升指令导致重物滑落 | 重物坠落伤人 |
| H-03 | 机械 | 自动吊具夹持力不足导致工件脱落 | 工件损坏/人员砸伤 |
| H-04 | 电气 | PLC与上位机通信中断导致控制指令丢失 | 运行失控 |
| H-05 | 电气 | 伺服驱动器过流/过温引发火灾 | 火灾/设备损毁 |
| H-06 | 电气 | 激光测距传感器受粉尘遮挡产生错误距离值 | 定位偏差导致碰撞 |
| H-07 | 控制 | 自动模式下未检测到人员进入危险区域 | 人员被卷入 |
| H-08 | 控制 | 多人远程操控指令冲突导致系统异常 | 吊具误动作 |
| H-09 | 控制 | 软件逻辑缺陷在有/自动切换时引发瞬态故障 | 突然停止或加速 |
| H-10 | 管理 | 维护人员未执行上锁/挂牌(LOTO)即检修 | 触电/机械伤害 |
| H-11 | 管理 | 操作人员缺乏自动化模式下的应急处置培训 | 误操作扩大事故 |
3 基于风险矩阵的量化评估
3.1 评估方法
采用GB/T 16856—2015(对应ISO 12100)推荐的风险矩阵法,从可能性(L)和严重性(S)两个维度对每项危险源进行评估。可能性等级分为A(极低)、B(较低)、C(中等)、D(较高)、E(极高)五级;严重性等级分为1(轻微伤害)、2(一般伤害)、3(严重伤害)、4(极严重伤害/死亡)四级。风险值 R = L × S,划分为四个等级:Ⅰ级(高危险,R≥12)、Ⅱ级(较高危险,8≤R<12)、Ⅲ级(中等危险,4≤R<8)、Ⅳ级(低危险,R<4)。
3.2 评估结果
| 危险源编号 | 可能性 L | 严重性 S | 风险值 R | 风险等级 |
|---|---|---|---|---|
| H-01 | C (3) | 3 | 9 | Ⅱ |
| H-02 | B (2) | 4 | 8 | Ⅱ |
| H-03 | C (3) | 3 | 9 | Ⅱ |
| H-04 | D (4) | 3 | 12 | Ⅰ |
| H-05 | B (2) | 3 | 6 | Ⅲ |
| H-06 | C (3) | 2 | 6 | Ⅲ |
| H-07 | C (3) | 4 | 12 | Ⅰ |
| H-08 | B (2) | 2 | 4 | Ⅲ |
| H-09 | C (3) | 3 | 9 | Ⅱ |
| H-10 | B (2) | 4 | 8 | Ⅱ |
| H-11 | C (3) | 2 | 6 | Ⅲ |
由表2可知,改造后的主要风险集中在Ⅰ级和Ⅱ级。其中,H-04(通信中断)和H-07(人员检测缺失)的风险值最高,达到12分,为Ⅰ级高风险,必须采取强制性防护措施。H-01、H-02、H-03、H-09、H-10为Ⅱ级较高风险,需在设计和管理上重点管控。
图1以散点图形式展示了11项危险源在可能性-严重性坐标系中的分布。左上角(低可能性·高严重性)为H-02和H-10等制动器失效和LOTO缺失风险;右上角(中等可能性·高严重性)为H-04(通信中断)和H-07(区域检测缺失)两项Ⅰ级风险;中央区域为H-01、H-03、H-09等Ⅱ级中高风险。该矩阵直观指导了安全措施的优先序。
4 分级防护措施方案
针对上述风险等级,从机械防护、电气安全、控制冗余和管理制度四个维度,制定”一级优先消除、二级工程控制、三级管理弥补”的分级防护策略。
4.1 机械防护措施
-
加装安全制动器(H-02):
在起升机构驱动侧和负载侧各设置一套独立制动器,任一制动器失效时另一套仍可保持额定载荷悬停。制动器状态由接近开关实时监测,反馈至PLC进行自检。
-
自动吊具防松检测(H-03):
在自动吊具夹爪处安装压力传感器和编码器,实时监测夹紧力与夹爪开度。当夹持力低于阈值或开度超差时,PLC禁止起升动作并发出报警。
-
物理限位与缓冲装置:
在大车和小车行程两端加装二级机械限位(一级电气限位+二级物理挡块),防止因定位超差导致的碰撞事故。
4.2 电气安全措施
-
通信中断安全机制(H-04,Ⅰ级):
采用”看门狗+心跳包”双重检测机制。PLC与上位机之间以100 ms为周期互发心跳报文,连续3个周期未收到对方响应时,PLC立即执行预定义的安全停止(Safe Stop 1,SS1)流程,自动减速并抱闸,同时通过硬线信号切断伺服使能。通信链路采用冗余以太网双通道设计。
-
伺服驱动保护(H-05):
选用集成STO(Safe Torque Off)功能的伺服驱动器,过流、过温时自动切断扭矩输出。驱动器内置制动电阻和温度传感器,配合柜内强制风冷。
-
传感器容错策略(H-06):
激光测距传感器与编码器进行冗余融合定位。当激光信号因粉尘污染出现异常跳变时,系统自动切换到编码器推算模式并发出传感器维护提醒。
4.3 控制冗余措施
-
安全区域检测(H-07,Ⅰ级):
在起重机工作区域四周部署安全激光扫描仪(SICK PLd级),设置警戒区域和危险区域两级报警。人员进入警戒区时系统减速报警,进入危险区时立即紧急停止。扫描仪信号通过硬线安全继电器直接切断主回路,不依赖PLC软件逻辑。
-
指令仲裁机制(H-08):
PLC中设置指令优先级矩阵:本地维修模式 > 急停按钮 > 安全传感器 > 自动模式 > 遥控模式。同一时间仅接受单一指令源的有效控制指令,避免冲突。
-
有/自动切换安全逻辑(H-09):
在手动/自动模式切换时,要求起重机必须处于停止且制动器抱闸状态,并经操作员确认。切换过程中所有运动轴处于安全停止状态,切换完成后由PLC逐轴释放使能,杜绝瞬态扰动。
4.4 管理制度措施
-
电子化LOTO系统(H-10):
结合RFID标签和PLC程序,实现上锁/挂牌的电子化记录与互锁。维护人员未完成电子签到的锁定时,PLC拒绝进入维修模式。
-
专项培训与考核(H-11):
针对自动化模式的操作人员和维护人员,开展不少于24学时的专项培训,内容涵盖自动模式应急处置、通信故障手操切换、安全传感器功能测试等,考核合格后方可上岗。
- 定期安全检验:建立周检、月检、年检三级检查制度,重点检查安全制动器、STO功能、安全激光扫描仪、通信链路等新增安全部件的功能完好性。
图2从机械、电气、控制、管理四个维度,展示了改造前后安全防护措施的数量和层次的显著差异。改造前仅依赖基础机械限位、过流保护和操作人员的经验判断;改造后形成了由安全制动器、冗余通信、STO驱动、安全激光扫描仪、指令仲裁和电子LOTO等多层防护构成的纵深防御体系。
5 工程实例验证
上述方案已在某汽车零部件企业3台10 t单梁起重机的自动化改造中实施。改造后运行6个月的数据统计显示:
- 安全相关停机事件从改造前的平均每月2.3次降至0.3次,降幅约87%;
- 通信中断触发的安全停止共发生7次(其中4次为维护测试触发,3次为网络波动真实触发),每次均按设计实现了SS1安全减速和抱闸,未造成任何设备损伤或安全事故;
- 安全激光扫描仪累计触发警戒/危险区域报警162次,其中11次为人员误入危险区的紧急停止事件,系统均正确响应;
- 经改造后重新进行风险矩阵评估,原Ⅰ级风险(H-04、H-07)降至Ⅲ级,原Ⅱ级风险(H-01、H-02、H-03、H-09、H-10)降至Ⅲ~Ⅳ级,综合风险等级降低两个级别以上。
验证结果表明,本文提出的风险评估方法与分级防护措施方案安全有效,能够满足单梁起重机自动化改造场景下的安全要求。
6 结论
(1)单梁起重机自动化改造引入了通信中断、区域检测缺失、伺服驱动异常等多项传统设备不涉及的新型风险源,需系统性地进行重新评估。
(2)采用风险矩阵法(可能性×严重性)可直观量化各项风险并确定优先管控顺序,Ⅰ级风险(R≥12)必须通过工程控制手段消除或降低。
(3)构建”机械—电气—控制—管理”四维一体的分级防护体系,形成了从危险源识别到防护措施落地的闭环流程。
(4)工程实例6个月运行验证表明,该方案可将综合风险等级降低两个级别,安全相关停机事件下降87%,具有良好的工程推广价值。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机自动化产品及服务,欢迎咨询选型方案。

参考文献
- GB/T 3811—2008 起重机设计规范[S]. 北京:中国标准出版社, 2008.
- GB/T 16856—2015 机械安全 风险评估 实施指南和方法举例[S]. 北京:中国标准出版社, 2015.
- ISO 12100:2010 Safety of machinery — General principles for design — Risk assessment and risk reduction[S]. Geneva: ISO, 2010.
- IEC 62061:2021 Functional safety of safety-related electrical, electronic and programmable electronic control systems[S]. Geneva: IEC, 2021.
- 张明, 李强, 王华. 桥式起重机智能化改造中的安全风险分析[J]. 起重运输机械, 2023, 48(5): 62-68.
- 刘伟, 陈涛. 工业起重机远程监控系统的功能安全设计[J]. 自动化与仪表, 2022, 37(11): 45-51.
- 赵磊, 孙志刚. 安全激光扫描仪在起重机区域防护中的应用研究[J]. 机械设计与制造, 2024, 42(3): 128-133.
- ISO 13849-1:2015 Safety of machinery — Safety-related parts of control systems — Part 1: General principles for design[S]. Geneva: ISO, 2015.
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/436.html
{kind=link}