
一、引言
单梁起重机作为工业车间最常见的起重搬运设备,其自动化改造(引入PLC、变频器、通信总线、传感器等)显著提升了操作效率与安全性。然而,改造后的系统集成度高、故障源分散,一旦停机往往直接影响生产节拍。本文基于50余台单梁起重机自动化改造项目的现场数据,系统梳理了五类高发故障,并提供标准化的排查流程,供现场维护人员快速查阅参。也可参考单梁起重机自动化改造的未来趋势:从自动化相关内容。考。
下面首先通过统计图表展示各故障类别的占比分布,帮助维护团队快速识别主要矛盾。
二、自动化系统故障分类统计
根据现场故障记录,自动化系统故障可分为五大类别:通信故障、传感器故障、PLC故障、变频器故障和执行器故障。图1直观展示了各类故障的发生比例。
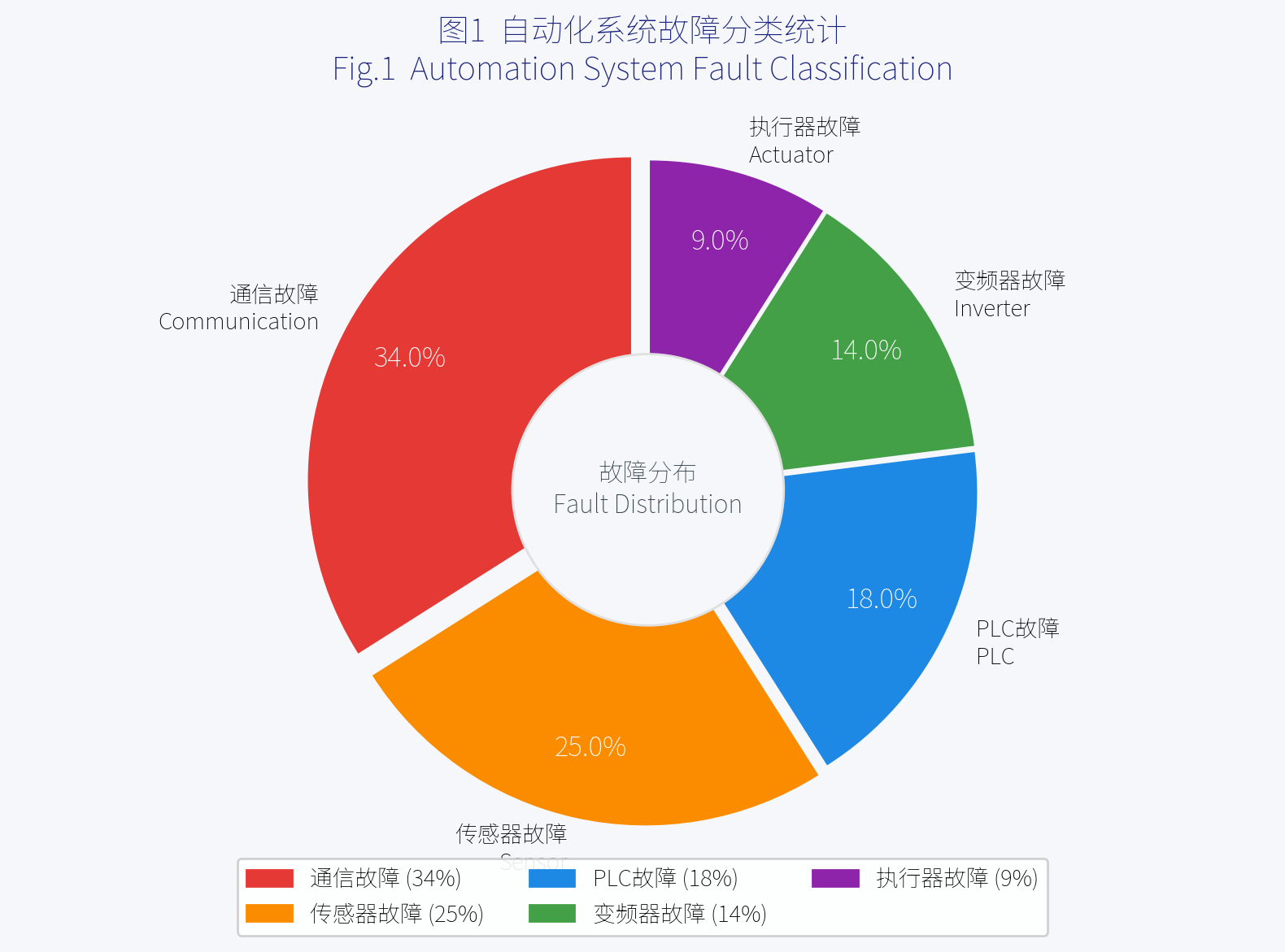
从分布来看,
通信故障(34%)
和
传感器故障(25%)
合计占比近六成,是日常维保的首要关注对象。变频器与执行器故障虽然占比较低,但一旦发生往往直接导致吊运中断,需优先响应。
| 故障类别 | 典型特征 | 初步判断方法 | 发生率 |
|---|---|---|---|
| 通信故障 | 操作无响应、偶发性中断 | 查看通信指示灯、Ping测试 | 34% |
| 传感器故障 | 限位误动作、位置偏移 | 观察传感器指示灯、手动触发测试 | 25% |
| PLC故障 | 程序不运行、输出无信号 | 查看CPU指示灯、诊断缓冲区 | 18% |
| 变频器故障 | 电机抖动、过流报警 | 查看变频器面板故障代码 | 14% |
| 执行器故障 | 制动器打不开、电机不转 | 测量线圈电压、检查触点 | 9% |
三、各类故障的详细排查流程
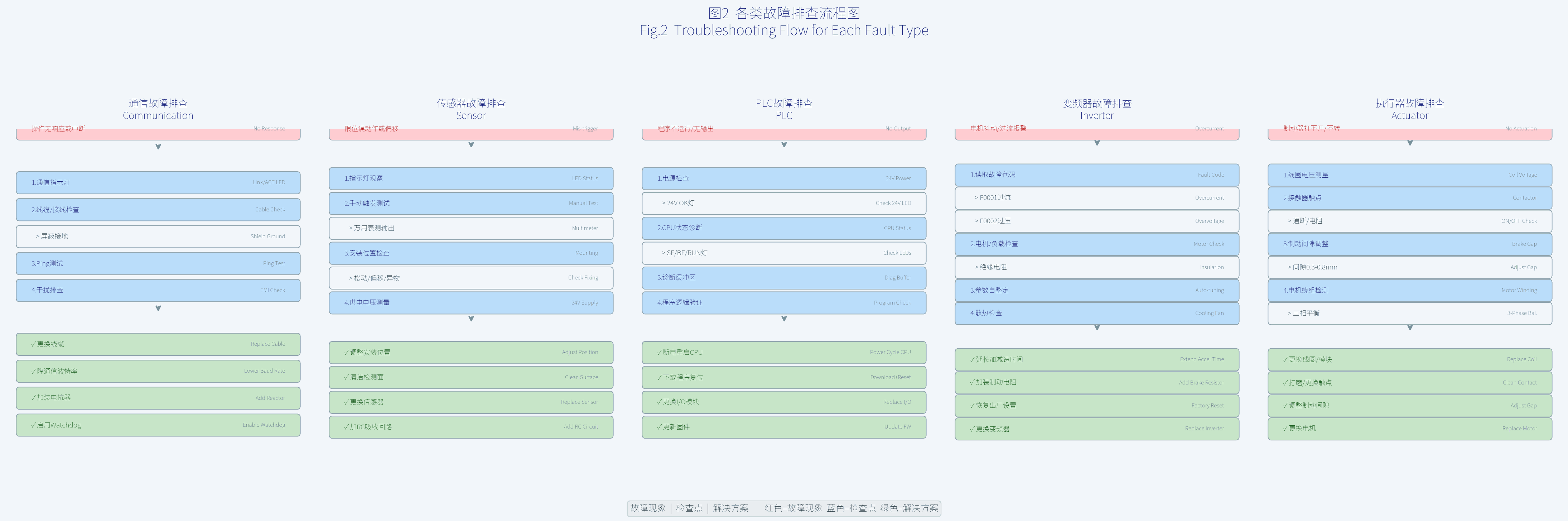
为使现场人员能快速定位并解决问题,下面以流程图形式给出每类故障的标准排查路径(图2)。各分支均遵循”故障现象 → 检查点 → 解决方案”的递进逻辑。
3.1 通信故障排查
通信故障是自动化改造后出现频率最高的问题。现场最常见的场景是遥控器操作无响应或偶尔中断。排查步骤如下:
- 检查通信指示灯:查看无线遥控器接收器、PLC通信模块(如CP343-1/ET200)的LINK/ACT指示灯是否正常。绿灯常亮→正常;熄灭或不规则闪烁→异常。
- 线缆与接线:检查PROFIBUS/Ethernet通信线缆屏蔽层是否接地、线缆是否破损、终端电阻是否设置正确。对于Profinet网络,检查交换机端口指示灯。
-
Ping测试与通信诊断
:使用笔记本电脑连接同一网络,Ping PLC和变频器IP地址。不通过则检查IP配置或更换网线。
- 干扰排查:起重机变频器属于强干扰源,检查通信线缆是否远离动力电缆(间距≥20cm),变频器输出侧是否加装输出电抗器。
- 常见解决方案:①更换屏蔽通信线缆;②重新制作水晶头或DB9接头;③在Profinet网络中启用看门狗(Watchdog)功能;④在变频器参数中降低通信波特率(如从1.5Mbps降至500kbps)。
3.2 传感器故障排查
传感器故障以行程限位开关和编码器最为常见。起重机运行机构突然停止或回参考点位置偏移时,应优先检查传感器。
检查安装位置与机械干涉
:查看传感器是否因振动松动移位、检测距离是否超限(标准接近开关检测距离为0~10mm)、是否被油污或铁屑遮挡。
3.3 PLC故障排查
PLC本体故障虽占比18%,但因CPU直接控制所有逻辑,一旦故障会导致整机瘫痪。排查时建议按”电源→CPU→程序→I/O”的顺序递进。
3.4 变频器故障排查
变频器故障表现为电机抖动、过流报警或无法启动。查看变频器面板故障代码是最快的方法。
散热与运行环境检查
:检查变频器散热风扇是否运转、散热器是否积灰。环境温度超过40°C时需降容使用。
3.5 执行器故障排查
执行器主要指起重机的制动器(电磁抱闸)、接触器和电机。故障表现最直观,但原因往往涉及电气和机械两个方面。
四、快速故障定位速查表
为方便现场快速参考,表2汇总了各类故障的最常见现象、最优先检查点及最快速的解决措施。
| 故障现象 | 最可能类别 | 优先级①检查点 | 快速措施 |
|---|---|---|---|
| 遥控器操作无响应 | 通信故障 | 接收器/PLC通信指示灯 | 更换遥控器电池或重新配对 |
| 大车/小车运行停止 | 传感器故障 | 行程限位开关指示灯 | 手动复位限位或清理检测面 |
| 整机无法启动 | PLC故障 | CPU状态指示灯 | 断电重启CPU |
| 电机过流或抖动 | 变频器故障 | 变频器故障代码 | 按面板复位键 |
| 制动器无法打开 | 执行器故障 | 制动器线圈电压 | 检查制动器整流模块 |
| 动作时好时坏 | 通信故障 | 通信线缆屏蔽与布线 | 远离动力线或更换电缆 |
| 运行位置偏差 | 传感器故障 | 编码器安装紧固情况 | 重新校准零位 |
| 触摸屏通讯中断 | 通信故障 | 网线连接及交换机状态 | 重新插拔或更换网线 |
| 变频器频繁报过流 | 变频器故障 | 电机绝缘电阻 | 延长加减速时间 |
| 电磁抱闸噪音大 | 执行器故障 | 制动间隙测量 | 调整间隙至0.5mm |
五、故障预防与维护建议
基于现场数据分析,以下预防措施可显著降低自动化系统故障率:
- 定期清洁与紧固:每季度对电控柜内各模块进行除尘(建议使用防静电刷和气吹),同时检查所有接线端子、总线连接器的紧固力矩。
-
通信网络健康检查
:每月使用网络诊断工具(如PRONETA、Wireshark)检查Profinet网络丢包率和响应时间。丢包率应<0.1%。
- 传感器功能测试:每周对关键限位开关、编码器和防撞传感器进行功能触发测试,记录异常情况。
- 变频器参数备份:每次修改变频器参数后,通过操作面板拷贝到存贮卡或电脑进行备份,防止参数丢失导致长时间停机。
-
电机与制动器预防性维护
:每半年进行电机绝缘电阻测试并添加润滑脂,测量制动器摩擦片厚度并记录磨损趋势。
- 备件管理:现场应常备以下关键备件:常用型号的接近开关2只、通信线缆预制线1根(5m)、同型号PLC DC 24V电源模块1个、制动器线圈1只。
六、结语
单梁起重机自动化改造后的故障排查,关键在于
快速定位故障类别
,然后按照标准化的流程逐层深入。本文提供的速查表和排查流程图(图1、图2)可在现场打印张贴,帮助维保人员在5分钟内完成初步诊断。建议各企业依据现场实际设备品牌与型号,在本表基础上补充具体参数与品牌对应的故障代码表,形成定制化的现场维护手册。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/433.html
{kind=link}