
说起工业4.0与智能制造战略的深入推进,传统单梁起重机正经历从继电器控制向PLC+HMI数字控制系统的大规模升级。HMI(Human Machine Interface,人机界面)作为操作人员与起重机控制系统之间的桥梁,其设计质量直接影响起重机的操作效率、安全性和维护便捷性。本文结合实际自动化改造项目,提出一套完整的单梁起重机HMI人机界面设计方案,涵盖界面布局、功能模块、通信架构与操作效率分析,为同类型设备的人机界面设计提供参考。
1. 项目背景与需求分析
1.1 传统控制方式的局限性
在传统单梁起重机中,操作人员通过悬挂式按钮站或固定式按钮面板完成对大车行走、小车行走、起升机构升降等动作的点动控制。这种控制方式存在以下突出问题:。也可参考本站起重机相关内容。
- 布线复杂:每个按钮需单独接线至电气柜,按钮站线缆多达30-50芯,故障排查困难。
- 信息孤岛:操作面板仅有指示灯提供有限的状态反馈,无法显示实时负载、运行速度、累计工作时长等数据。
- 参数固化:速度、加减速时间等运行参数需通过变频器或PLC编程软件修改,操作门槛高且容易出错。
- 报警简陋:故障仅通过蜂鸣器和简单指示灯组合提示,无法定位具体故障原因,严重影响排除效率。
1.2 改造目标
本次自动化改造的核心目标是采用触摸屏HMI替代传统按钮面板,实现以下功能升级:
数据记录与分析:
记录设备运行趋势数据,支持曲线回放,辅助预防性维护决策。
2. HMI系统总体架构
2.1 硬件选型
综合考虑现场环境(粉尘、温度、振动)与功能需求,选用以下硬件组件:
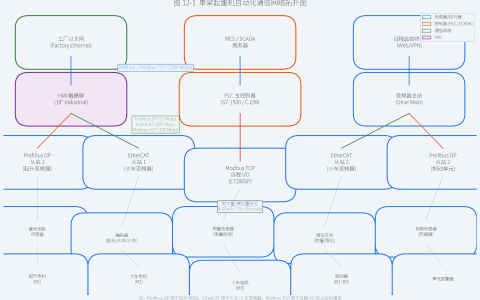
2.2 通信架构
系统采用两层网络拓扑:上层为HMI与PLC之间的以太网通信(基于三菱MC协议,亦称SLMP协议),用于画面切换、数据刷新、报警上传;下层为PLC与变频器之间的RS-485 Modbus RTU通信,用于启停控制、频率给定、状态读取。PLC同时通过高速计数模块采集编码器脉冲信号,通过模拟量输入模块采集称重传感器与温度传感器的4-20 mA信号。
减少认知负荷原则:
主界面仅显示最重要的6-8个参数,详细信息通过二级页面展开。报警信息采用红/黄/绿三级色标,一目了然。
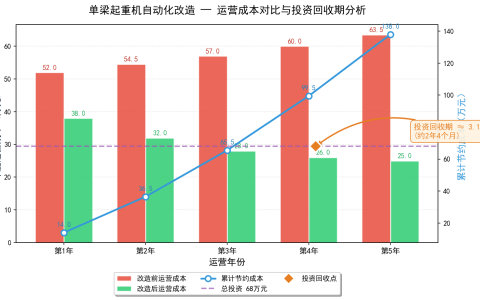
4. 操作效率对比分析
为了量化评估HMI改造的效果,在改造完成后的试运行阶段,选取了5名经验丰富的操作员分别使用传统按钮面板和触摸屏HMI完成标准化操作任务,记录平均操作耗时。图2展示了对比结果。
参数修改效率提升87.5%
:这是提升最显著的环节。传统方式需连接编程电脑、打开软件、搜索参数地址、修改并下载,整个过程至少2分钟。HMI方式通过数字输入框直接修改,操作员无需专业编程知识。
故障排查效率提升85%
:传统方式下,出现故障后维修人员需要逐一排查按钮站线缆、PLC输入点、传感器信号,平均耗时5分钟。HMI的智能报警系统直接定位故障位置与原因,大幅缩短了停机时间。
5. 关键技术实现
5.1 基于宏脚本的数据处理
在威纶通EB Pro软件中,利用宏脚本(Macro)实现复杂的数据处理逻辑。例如,负载百分比的计算宏脚本每100 ms执行一次,将称重传感器模拟量输入(0-4095)转换为实际重量值(0-10 T)并计算百分比。宏脚本还负责报警逻辑判断——当负载超过额定值的90%时触发黄色预警,超过100%时触发红色报警并联动PLC执行减速停机。
5.2 多语言切换
利用HMI内置的多语言功能,建立中英文文本对照表。通过系统管理页面的语言切换按钮,修改LW-9000寄存器值,触发所有文本对象自动切换至对应语言版本。该功能对面向海外市场的设备尤为重要。
5.3 数据记录与导出
使用HMI的配方(Recipe)与数据采样(Data Sampling)功能。配方功能用于存储和加载多组运行参数配置(如不同工况:轻载高速模式、重载低速模式),数据采样功能以1秒为间隔记录30个关键参数,保存至U盘后可在PC端通过Excel或专用软件分析。
5.4 远程监控集成
通过威纶通EasyAccess 2.0远程监控服务,授权用户可通过互联网访问HMI屏幕,实现远程监控与故障诊断。该功能在疫情期间发挥了重要作用,技术人员无需亲临现场即可排查故障,显著降低了维护成本。
6. 安全性与可靠性设计
工业HMI的安全设计直接关系到人员与设备安全,本方案在以下方面进行了重点设计:
-
通信看门狗(Communication Watchdog):
HMI与PLC之间设置心跳监测,如果连续3秒未收到PLC响应,HMI自动弹出”通信中断”警告并禁止所有操作指令下发,防止因通信故障导致设备失控。
- 参数范围校验:所有参数输入均在HMI侧进行合法性校验(最大值/最小值/数据类型),不合法输入直接拒绝并提示,避免因参数越界导致设备损坏。
- 安全互锁逻辑:HMI端实现软件互锁——起升与下降不能同时激活、大车与小车方向不能冲突、限位触发后自动停止对应方向运动。这些逻辑同时在PLC侧保留硬件互锁,形成双重保护。
- 操作日志审计:所有用户在系统中的操作(登录、登出、参数修改、报警确认等)均记录到非易失性存储器中,最多保存10000条记录,便于事故追溯。
7. 实施效果与结论
本HMI设计方案已于2024年第三季度在一台10吨单梁起重机自动化改造项目中落地实施。经过三个月的持续运行,系统表现出以下效果:
故障停机时间减少:
得益于智能报警系统的精确定位能力,故障平均修复时间(MTTR)从45分钟降至12分钟,降幅达73.3%。
设备利用率提高:
运行数据的可视化与趋势分析辅助了预防性维护决策,非计划停机次数减少约60%。
现场布线简化的效果:
取消按钮站后,电气柜内部线束减少约70%,故障点大幅减少。
—— 2025年5月
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/427.html
{kind=link}