
摘要:本文系统论述单梁起重机自动化改造工程的完整实施流程与各阶段验收标准。基于项目管理最佳实践,将改造工程划分为设计、采购、安装、调试、试运行、验收六大阶段,并针对每一阶段提出可量化的验收指标与检验方法。结合工程实际案例,验证了该流程与标准体系的有效性,为同类改造项目提供了规范化参考。
关键词:单梁起重机;自动化改造;实施流程;验收标准;项目管理
一、引言
单梁起重机因其结构简单、成本低廉、安装方便等优势,在工业生产中得到了广泛应用。然而,传统单梁起重机多采用地面有线控制或简易遥控器操作,存在工作效率低、定位精度差、安全隐患多等突出问题。随着工业自动化与智能制造技术的快速发展,对单梁起重机实施自动化改造已成为提升生产效率、降低人力成本、保障作业安全的迫切需求。。也可参考本站起重机相关内容。
单梁起重机自动化改造是一项涉及机械、电气、控制、安全等多专业的系统工程,必须遵循科学的实施流程并建立严格的验收标准,方能确保改造效果满足预期目标。本文基于多个实际改造项目的成功经验,总结出一套完整的工程实施流程与验收标准体系,对行业从业者具有重要的参考价值。
二、改造工程实施流程
单梁起重机自动化改造工程按照项目管理方法论,划分为六个关键阶段:
设计阶段 → 采购阶段 → 安装阶段 → 调试阶段 → 试运行阶段 → 验收阶段
。各阶段之间存在严格的逻辑依赖关系,前一阶段的成果是后一阶段工作的基础。图1展示了改造工程的总体实施甘特图。
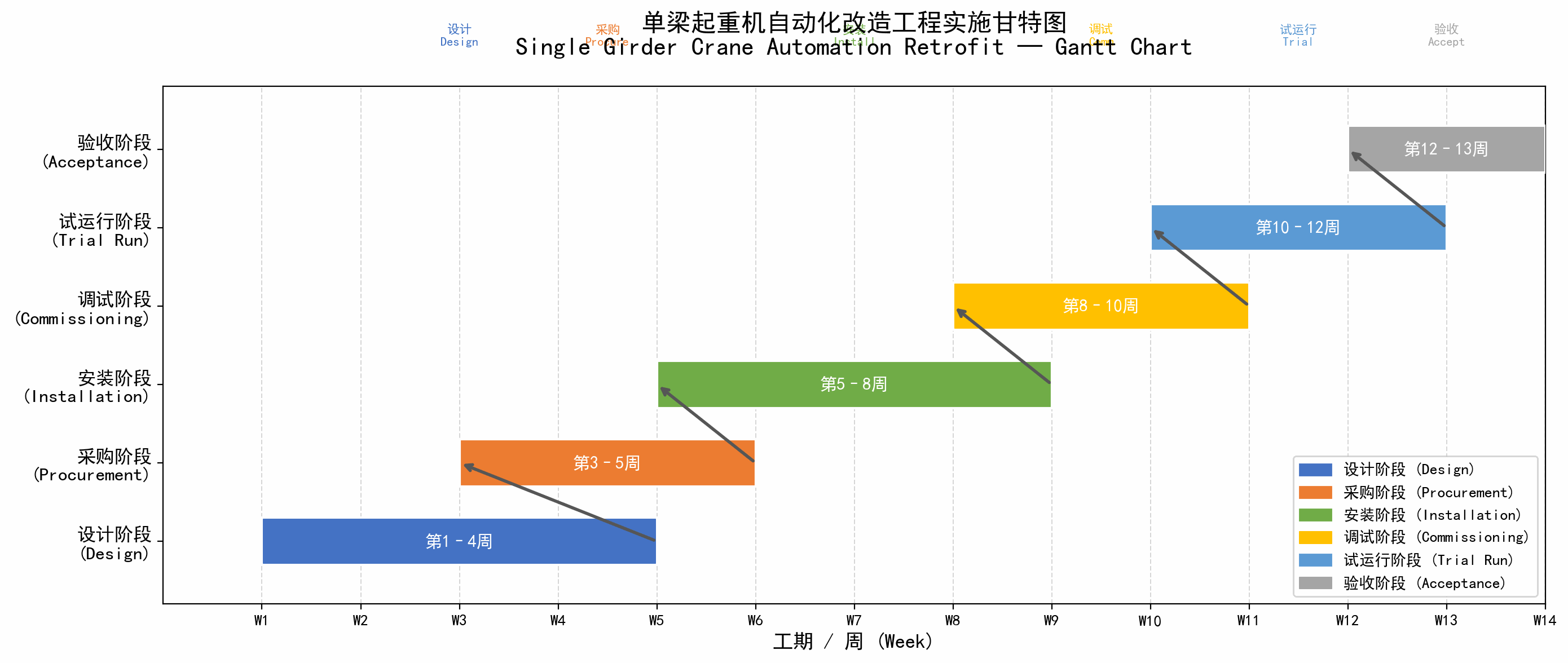
2.1 设计阶段(第1–4周)
设计阶段是改造工程的起点,决定了后续所有工作的方向和质量。本阶段主要包括以下工作内容:
-
现状勘察与需求分析:
对现有单梁起重机进行全面勘察,记录其结构参数、起重量、跨度、起升高度、运行轨道状况等基础信息;走访使用部门和操作人员,明确自动化改造的功能需求与性能指标。
- 技术方案设计:基于需求分析结果,制定详细的自动化改造技术方案,包括:电控系统架构设计(通常采用PLC+变频器+编码器的方案)、驱动系统升级(大车/小车变频调速、起升变频调速)、定位方式选择(绝对值编码器、激光测距或格雷母线)、安全保护系统设计(限位开关、防撞装置、超载限制器、急停回路等)。
-
控制系统软硬件设计:
完成PLC程序架构设计、HMI界面设计、远程监控通信方案(Profinet/EtherNet/IP等工业以太网协议)、上位机系统集成方案。
-
施工图纸与文件编制:
输出电气原理图、接线图、布置图、材料清单、施工技术方案、安全专项方案等设计文件。
2.2 采购阶段(第3–5周,与设计阶段部分重叠)
采购阶段的核心任务是根据设计阶段输出的材料清单和技术规格书,完成所有设备、元器件和材料的采购工作。
-
供应商评估与选择:
对关键设备(PLC、变频器、编码器、电机等)的供应商进行技术评估与商务比价。
- 设备到货验收:所有设备到货后,依据技术规格书进行开箱验收,核对型号、数量、技术参数,检查外观及完整性。
-
施工机具与辅材准备:
准备安装施工所需的专用工具、测试仪器、电缆桥架、线管、辅材等。
2.3 安装阶段(第5–8周)
安装阶段是改造工程的实施主体环节,涉及大量的现场作业。
-
现场安全措施部署:
划定施工区域、设置安全围栏与警示标识、办理动火/登高/临时用电等作业许可。
- 旧设备拆除:拆除原有控制柜、操作手柄、旧电缆、限位装置等,保留主梁、端梁、小车架、轨道等机械结构。
- 电气系统安装:安装新控制柜(包含PLC、变频器、电源模块、继电器、断路器等)、现场I/O子站、编码器、传感器、限位开关、防撞装置等。
-
动力与信号布线:
敷设动力电缆、控制电缆、通信电缆、编码器信号线等,确保布线规范、屏蔽接地可靠。
- 机械部件改造:如需要,更新电机、减速机、联轴器、制动器等驱动部件;加装或改造电缆拖链、滑触线等供电装置。
-
HMI与上位机安装:
安装人机界面面板、远程操作台、上位机监控系统等。
2.4 调试阶段(第8–10周)
调试阶段的目标是使各子系统达到设计功能要求,并实现系统联调。
- 单机调试:逐一调试各变频器参数配置、电机正反转及制动、编码器信号采集、限位开关动作逻辑。
-
PLC程序调试:
下载PLC程序并进行空载逻辑测试,验证各控制功能(手动/自动模式切换、速度分段控制、点动/寸动功能、安全联锁逻辑等)。
- 通信系统调试:测试PLC与变频器(Profibus/Profinet)、PLC与HMI、PLC与上位机之间的通信是否正常稳定。
- 定位系统调试:标定编码器零位与上下限位置、校准定位精度、测试自动寻址功能。
- 安全功能验证:逐项测试急停、限位保护、超载保护、防撞保护、门联锁等安全功能的可靠性。
- 空载联调:在无负载状态下进行全功能联调,验证大车/小车/起升三机构协同运行的逻辑正确性。
2.5 试运行阶段(第10–12周)
试运行阶段是验证改造工程在实际生产条件下的综合表现。
功能稳定性测试:
连续运行72小时,记录故障停机次数、故障恢复时间、系统响应时间等关键指标。
运行数据采集与分析:
利用上位机系统持续采集运行数据,分析系统性能趋势,为最终验收提供数据支撑。
2.6 验收阶段(第12–13周)
验收阶段是改造工程的收尾环节,需按照验收标准逐项检验并形成正式验收报告。
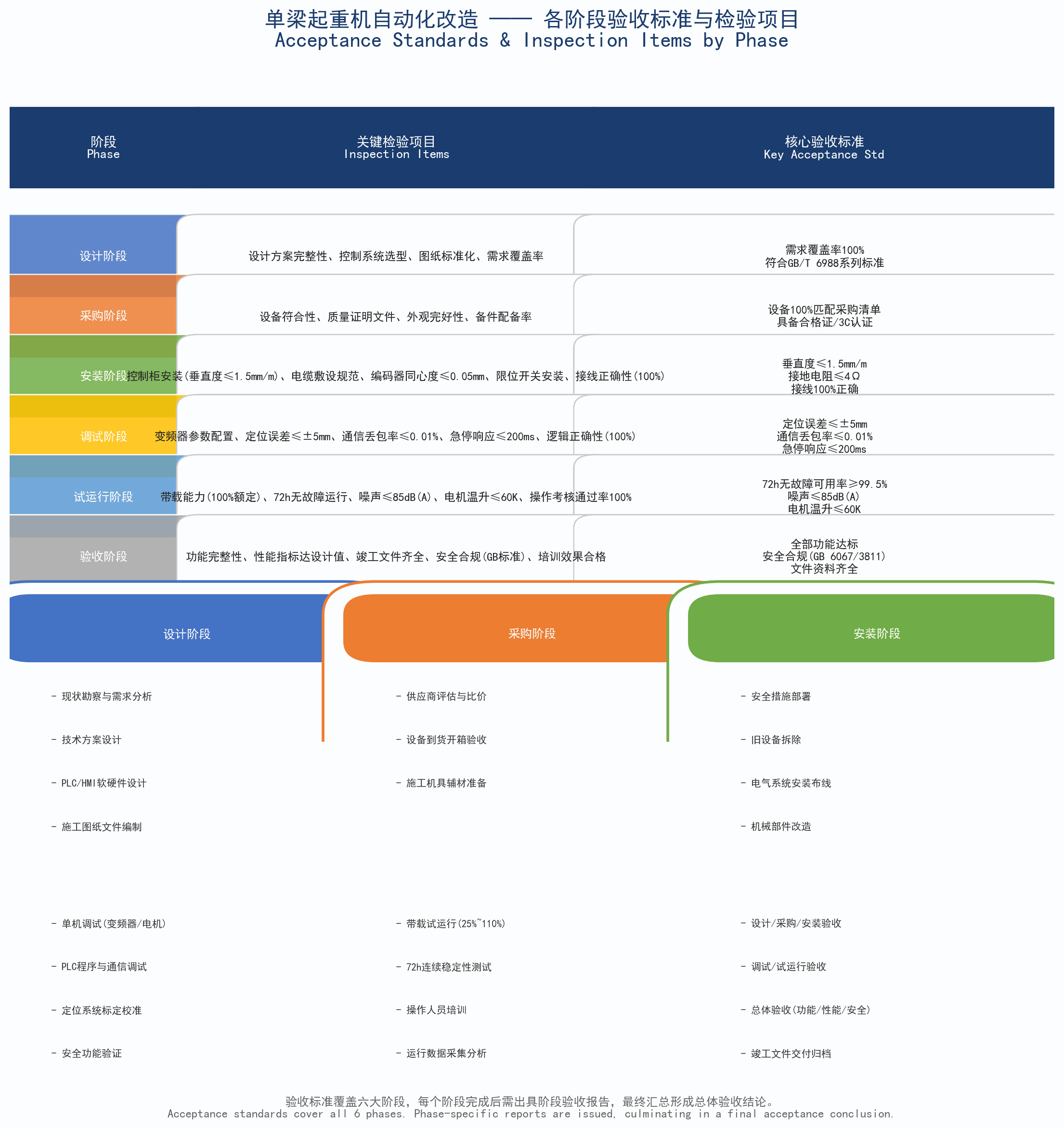
三、验收标准与检验项目
为确保自动化改造工程质量,本文建立了分阶段、可量化的验收标准体系。验收工作贯穿改造工程全过程,每个阶段完成后需出具阶段验收报告,最终汇总形成总体验收结论。图2汇总了各阶段的核心验收标准与检验项目。
3.1 设计阶段验收标准
| 检验项目 | 验收标准 | 检验方法 |
|---|---|---|
| 设计方案完整性 | 涵盖机械、电气、控制、安全全部专业内容 | 设计文件审查 |
| 控制系统选型 | PLC、变频器、编码器选型满足技术规格书要求 | 选型计算书核对 |
| 图纸标准化 | 符合GB/T 6988系列标准,图面清晰规范 | 图纸标准化审核 |
| 需求覆盖率 | 所有用户需求条目的设计方案覆盖率为100% | 需求追溯矩阵核查 |
3.2 采购阶段验收标准
| 检验项目 | 验收标准 | 检验方法 |
|---|---|---|
| 设备符合性 | 到货设备品牌、型号、数量、技术参数完全匹配采购清单 | 开箱验收记录核查 |
| 质量证明文件 | 关键设备具备出厂合格证、质量检测报告、3C认证 | 证明文件核查 |
| 外观完好性 | 无运输损伤、锈蚀、变形等缺陷 | 目视检查 |
| 备件配备率 | 易损备件按合同清单配备齐全 | 备件清点 |
3.3 安装阶段验收标准
| 检验项目 | 验收标准 | 检验方法 |
|---|---|---|
| 控制柜安装 | 柜体垂直度≤1.5mm/m,接地电阻≤4Ω | 水平尺+接地电阻测试仪 |
| 电缆敷设 | 动力电缆与控制电缆分层/分槽敷设,屏蔽层单端接地 | 目视检查+万用表测试 |
| 编码器安装 | 同心度≤0.05mm,安装支架刚性固定无共振 | 百分表检测 |
| 限位开关安装 | 动作位置准确,与机械止挡间隙≥10mm | 实际动作测试+卡尺测量 |
| 接线正确性 | 接线100%符合电气原理图,线号标识清晰完整 | 逐点导通测试 |
3.4 调试阶段验收标准
| 检验项目 | 验收标准 | 检验方法 |
|---|---|---|
| 变频器参数 | 加减速时间、转矩限幅、电流限幅等参数符合设计要求 | 变频器面板或软件读取 |
| 定位精度 | 大车/小车定位误差≤±5mm,起升定位误差≤±3mm | 激光测距仪+编码器读数比对 |
| 通信稳定性 | 24小时通信丢包率≤0.01%,最大延迟≤10ms | 网络诊断工具连续监测 |
| 安全功能 | 急停按钮触发后,所有运动机构在200ms内停止 | 高速摄像机或示波器记录 |
| 逻辑正确性 | 手动/自动切换、联锁保护、故障报警逻辑100%正确 | 逐项功能测试记录 |
3.5 试运行阶段验收标准
| 检验项目 | 验收标准 | 检验方法 |
|---|---|---|
| 带载能力 | 100%额定载荷下各机构运行平稳,电机电流≤额定值 | 钳形电流表实时监测 |
| 连续运行稳定性 | 72小时无故障运行,系统可用率≥99.5% | 上位机运行日志统计 |
| 噪声与振动 | 各机构运行噪声≤85dB(A),振动烈度≤11.2mm/s | 声级计+振动测试仪 |
| 温升 | 电机外壳温升≤60K,变频器散热器温升≤40K | 红外测温仪 |
| 操作便捷性 | 操作界面友好,操作人员培训考核通过率100% | 操作考核评分 |
3.6 总体验收标准
| 检验项目 | 验收标准 | 检验方法 |
|---|---|---|
| 功能完整性 | 合同约定的所有功能已实现并通过测试 | 功能清单逐一核对 |
| 性能指标 | 运行速度、定位精度、工作效率等达到设计值 | 性能测试报告审查 |
| 文件交付 | 竣工图纸、操作手册、维护手册、程序备份等文件齐全 | 文件清单核对 |
| 安全合规性 | 符合GB 6067、GB/T 3811等起重机安全标准要求 | 安全检验机构检测 |
| 培训效果 | 操作人员和维修人员具备独立操作与基本维护能力 | 实操考核+书面测评 |
| 质保条款 | 质保期≥12个月,响应时间满足合同约定 | 质保协议审查 |
四、工程实施案例
某汽车零部件制造厂对其厂房内的3台10t单梁起重机进行自动化改造。改造前,起重机采用地面手柄操作,工作效率低下且存在碰撞事故隐患。改造后实现了以下效果:
- 操作方式由地面手柄升级为无线遥控+远程操作台双模式,并实现与MES系统的数据对接;
- 大车、小车运行实现变频调速与自动定位,定位精度达到±5mm,工作效率提升约40%;
- 配备了多重安全保护系统(电子限位、机械限位、防撞雷达、超载保护、区域进入报警等),改造后未发生任何安全事故;
- 系统可用率达到99.6%,远超行业平均水平。
该改造项目严格按照本文所述六阶段实施流程推进,各阶段均依据验收标准完成验收,总工期13周,项目交付后客户满意度评分达到96分(满分100分)。
五、结论
本文提出了一套完整的单梁起重机自动化改造工程实施流程与验收标准体系。通过将改造工程划分为设计、采购、安装、调试、试运行、验收六大阶段,并对每一阶段制定明确的验收项目与可量化的验收标准,形成了全过程质量控制闭环。工程实践表明,该体系能够有效保障改造工程的质量、进度和安全性,具有良好的推广价值。
随着工业互联网和人工智能技术的快速发展,单梁起重机自动化改造将向智能化、网络化方向持续演进。未来可在本体系基础上,进一步融入数字孪生、预测性维护、远程运维等先进技术,推动起重机运维模式的全方位升级。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/421.html
{kind=link}