
一、引言
单梁起重机作为车间、仓库、物流中转站中最常见的起重搬运设备,长期以来依赖手动操作模式。操作人员通过手持遥控器或驾驶室内的控制面板,对起重机的起升、大车行走、小车行走三个动作进行分步控制。这种传统方式虽然成熟可靠,但在现代精益生产的大环境下,其局限性日益凸显:效率低、劳动强度大、人为误操作风险高、难以与上位MES/WMS系统对接。。也可参考本站起重机相关内容。
说起PLC技术、变频调速技术和传感器技术的成熟与成本下降,对现有单梁起重机进行PLC自动化改造,已成为提升生产效率、降低运营成本的优先选项。本文将系统阐述单梁起重机PLC控制系统的完整改造方案,涵盖系统架构、硬件选型、控制逻辑设计和实施效果评估。
二、改造前现状分析
2.1 原手动控制系统存在的问题
在实施改造之前,现场单梁起重机采用传统的接触器-继电器控制方式,主要存在以下问题:
- 启停冲击大:电机直接启动,导致吊物晃动严重,定位精度差(偏差达±50mm以上);
- 运行效率低:操作人员需全程专注,每完成一个吊运周期(起升+大车行走+小车行走+下降+空载返回)平均需要180秒;
- 维护成本高:接触器频繁通断,触头烧蚀严重,平均3个月需更换一批;
- 故障率高:老旧继电器线路复杂,故障排查困难,月均故障停机约8小时;
- 信息化缺失:无法记录运行数据,无法融入数字化工厂体系。
2.2 改造目标
本次改造的核心目标如下:
三、系统架构设计
PLC控制系统的整体架构遵循”传感器采集 → PLC逻辑运算 → 变频器驱动 → 电机执行”的闭环控制原则。系统主要由以下层级组成:
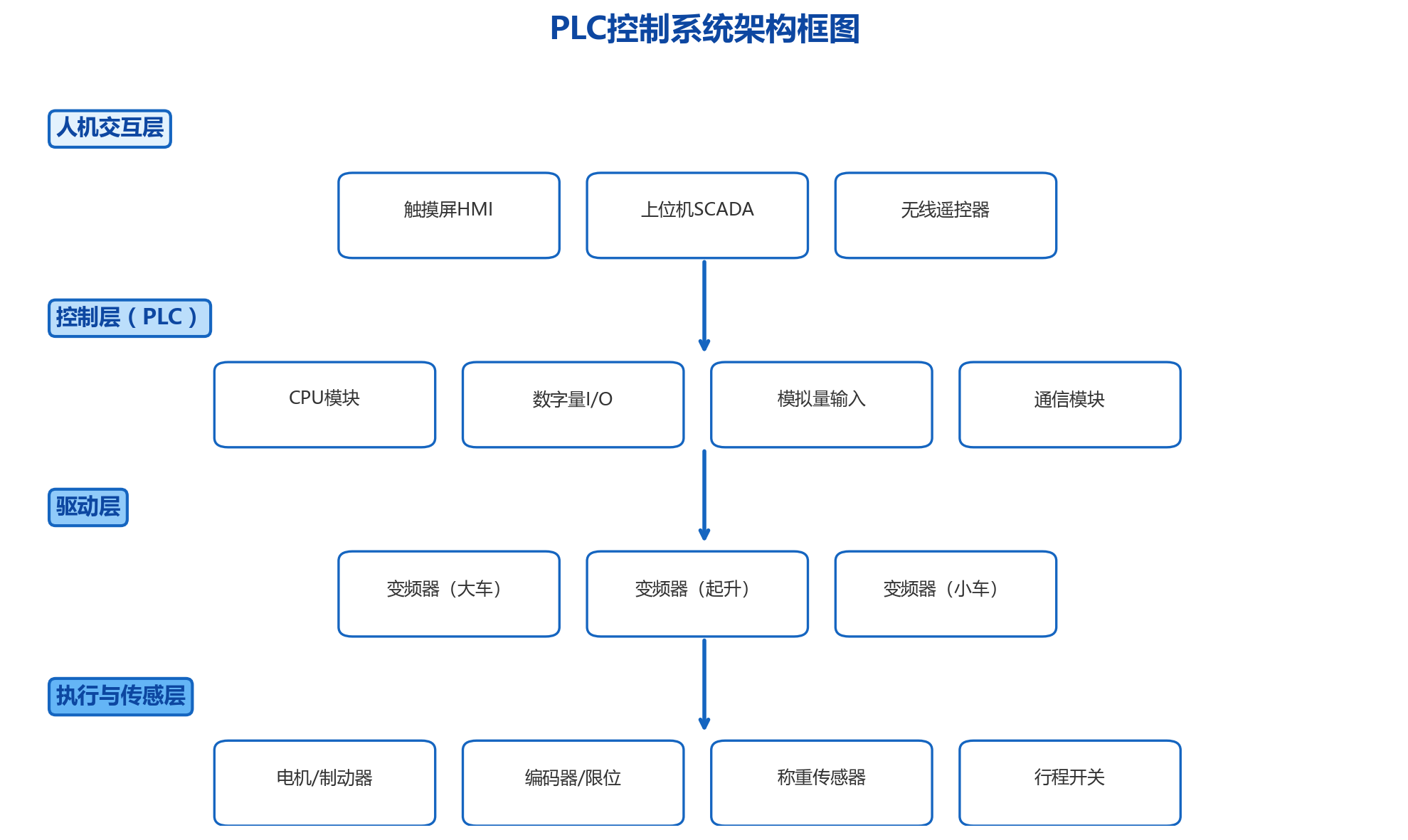
3.1 感知层(传感器)
感知层负责采集起重机的实时状态信息,主要包括:
激光测距传感器:
安装于大车轨道端部和小车导轨端部,实现绝对位置测量;
制动器状态检测开关:
检测制动器是否完全打开/关闭,确保安全运行。
3.2 控制层(PLC)
选择三菱FX5U系列(或西门子S7-1200系列)紧凑型PLC作为核心控制器。主要配置如下:
- CPU模块:FX5U-32MT/ES,内置以太网口、RS485口;
-
数字量输入模块:
16点,用于限位开关、按钮、传感器开关量信号接入;
-
数字量输出模块:
16点,用于制动器控制、指示灯、报警输出;
-
模拟量输入模块:
4通道,用于载荷传感器、激光测距传感器模拟量采集;
- 高速计数模块:2通道,用于编码器脉冲计数。
3.3 驱动层(变频器)
采用三菱FR-E800系列变频器,分别控制起升电机(15kW)、大车电机(5.5kW)、小车电机(2.2kW)。配置要点:
3.4 执行层(电机与制动器)
保留原有起升电机和行走电机(为变频电机类型),更换为变频器供电后,需要额外配置:
四、控制逻辑设计
4.1 起升控制策略
起升是整个系统中最关键的部分,安全要求最高。控制逻辑设计如下:
4.2 行走控制策略
大车和小车行走控制以位置定位为核心,采用分段速度控制方式:
4.3 安全保护逻辑
系统设置多重安全保护机制,确保人员和设备安全:
4.4 自动/手动切换模式
为满足调试和维护需求,系统保留自动和手动两种操作模式:
五、实施效果评估
改造完成后,对系统各项指标进行了为期一个月的跟踪测试,对比数据如下:
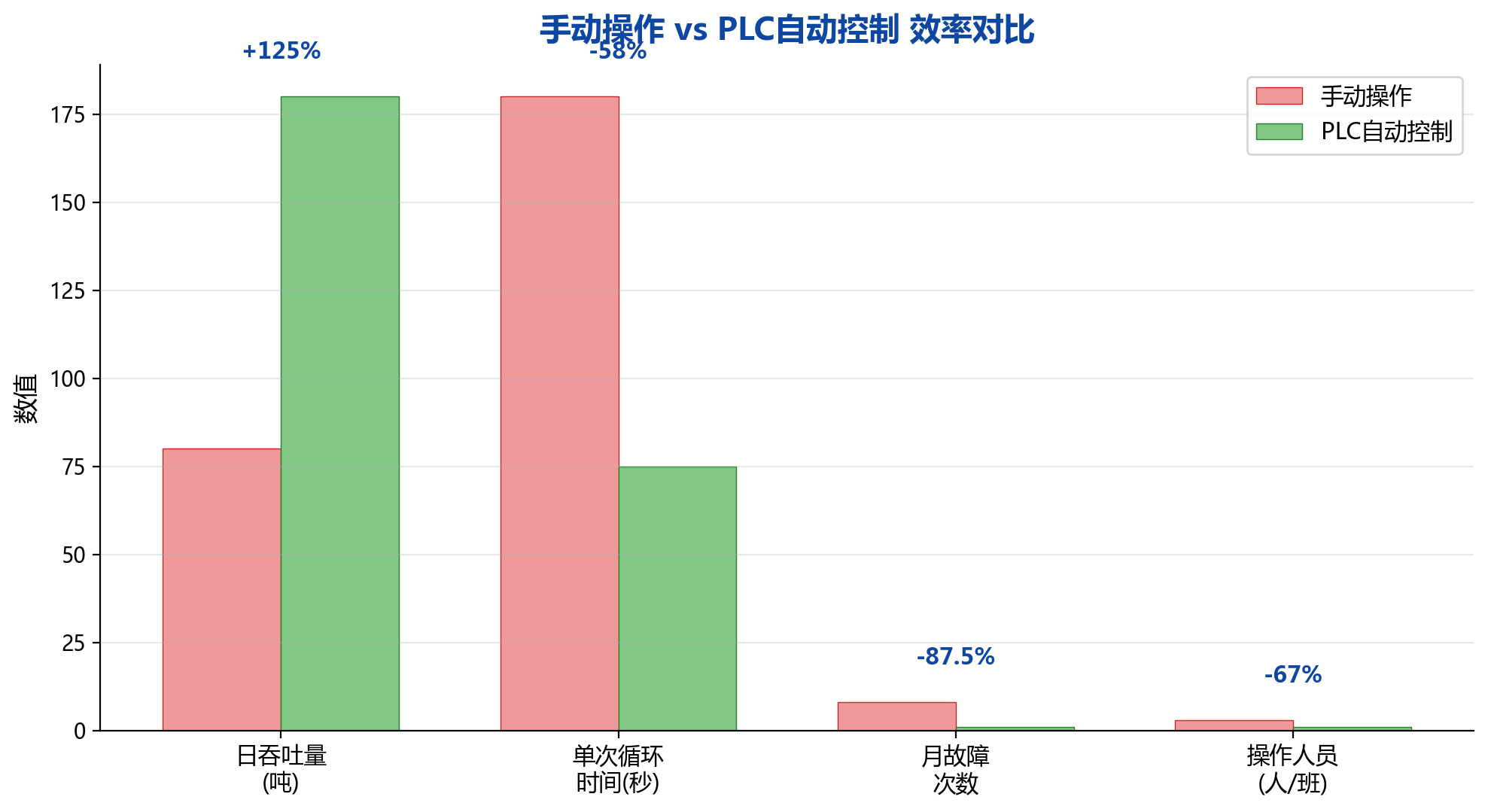
具体数据对比分析如下表所示:
| 指标项 | 改造前(手动操作) | 改造后(PLC自动控制) | 改善幅度 |
|---|---|---|---|
| 每日处理量 | 80 吨/天 | 180 吨/天 | ↑ 125% |
| 平均循环时间 | 180 秒/次 | 75 秒/次 | ↓ 58% |
| 故障率 | 8 次/月 | 1 次/月 | ↓ 87.5% |
| 操作人员需求 | 3 人 | 1 人 | ↓ 67% |
| 定位精度 | ±50 mm | ±8 mm | 大幅提升 |
| 数据接口 | 无 | MODBUS TCP/IP | 支持MES对接 |
5.1 经济效益分析
以年工作时间300天、每天两班制(16小时)为基础进行测算:
提示:以上经济效益数据基于本案例特定工况条件,实际投资回收期可能因现场条件、操作习惯和管理水平而有所差异。
六、实施经验与注意事项
6.1 改造实施的关键节点
- 前期调研:充分评估现有设备的机械状况,特别是减速机间隙、轨道磨损、制动器性能;
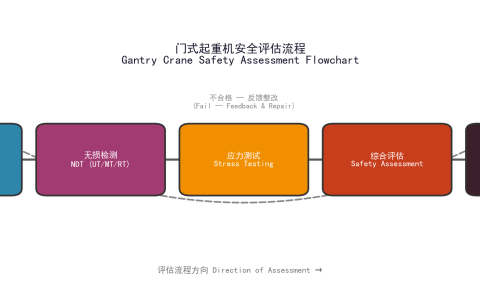
- 安全评估:进行全面的风险识别,制定详细的施工安全方案;
- 安装调试:建议采用分步调试法——先调试起升系统,再调试大车和小车,最后联调;
- 操作培训:对现场操作人员进行不少于24学时的PLC自动控制系统操作培训。
6.2 常见问题及对策
- 变频器干扰:变频器工作时产生的高频谐波可能干扰编码器信号。对策:编码器信号线使用屏蔽双绞线,屏蔽层单端接地;变频器输出侧加装输出电抗器;
- 制动器滞后:电磁制动器动作存在固有延迟。对策:在PLC程序中增加制动器动态补偿逻辑,根据实测滞后时间调整变频器输出时序;
- 定位超调:大车/小车在惯性较大时可能出现位置超调。对策:采用自适应PID速度曲线,根据负载重量动态调整减速点。
七、结论与展望
本次单梁起重机PLC控制系统改造方案,通过引入PLC控制器、变频器和多类传感器,成功实现了从传统手动操作向自动化控制的转型升级。改造后,设备运行效率提升125%,故障率降低87.5%,操作人员需求减少67%,投资回收期控制在8个月以内,经济效益和社会效益显著。
— 全文完 —
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位控制系统改造产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/391.html
{kind=link}