
 中国起重机标准号索引大全:GB/JB/T相关内容。”>
中国起重机标准号索引大全:GB/JB/T相关内容。”>
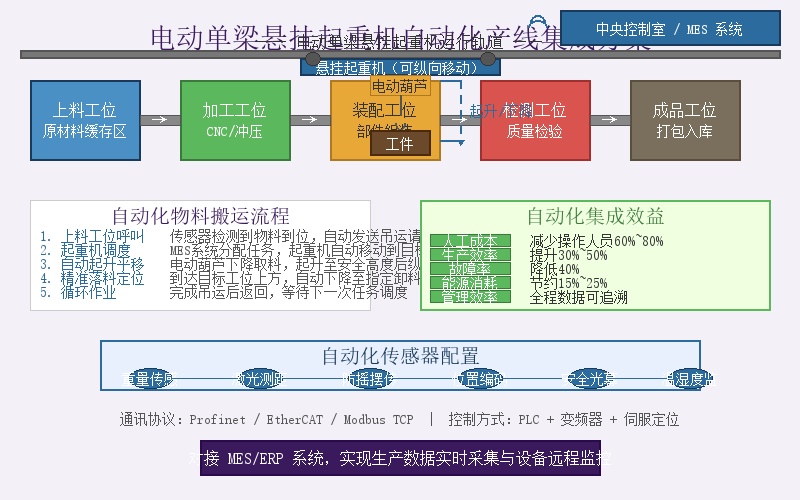
在工业4.0和智能制造转型的背景下,自动化生产线对物料搬运系统提出了更高的要求:快速响应、精确定位、数据可追溯以及与其他自动化设备无缝对接。电动单梁悬挂起重机凭借其结构简单、操作灵活、性价比高的特点,在经过智能化改造后,成为连接自动化生产线各工序环节的理想物料转运载体。本文结合河南鸿升起重机有限公司和河南克鲁德重工有限公司在多个行业自动化产线项目中的实践经验,系统阐述电动单梁悬挂起重机在自动化生产线中的集成应用方案,包括系统架构设计、控制接口标准、传感器配置方案及实施要点。
自动化产线对起重机的技术要求
传统人工操作的电动单梁悬挂起重机主要依赖操作人员的经验和反应速度,在节拍控制和定位精度方面存在较大的不确定性。而自动化生产线要求起重机具备以下技术特征:一是与上位MES系统或PLC主控制器的实时通讯能力,能够接收工位传来的物料呼叫信号并反馈作业状态;二是精准的定位控制能力,纵向和横向的定位精度应达到±10mm以内,起升高度定位精度在±5mm以内;三是安全的防摇摆控制功能,能够抑制吊重在加减速过程中的摆动,减少落料等待时间;四是全过程的作业数据采集与上传能力,包括起吊重量、作业次数、运行时间、报警记录等关键数据。
在电气控制层面,自动化起重机需要将传统的手动按钮操作升级为自动信号控制,PLC程序需要增加自动调度、路径规划、工位识别、负载判定、故障自诊断和互锁保护等功能模块。通讯接口通常采用Profinet、EtherCAT或Modbus TCP工业以太网协议,与产线主控制器实现实时数据交换。在机械结构层面,需要增设位置检测传感器(激光测距、编码器、接近开关)、防摇摆装置(机械式或电子式)、负载称重传感器等配套组件。
系统架构与通讯设计
自动化起重机系统通常采用三级控制架构。最上层为工厂级MES系统或产线级PLC主控制器,负责接收生产订单和工位物料需求信息,进行任务调度和路径优化决策。中间层为起重机控制系统,包含车载PLC和变频驱动系统,负责执行调度指令、控制起重机的行走和起升动作、采集传感器信号和状态数据。最下层为执行单元,包括起升电机、大车小车驱动电机、制动器、限位开关、重量传感器和位置编码器等。三级之间通过工业以太网或现场总线连接,形成信息闭环。
在通讯设计方面,由于起重机在轨道上长距离移动,车载控制系统与固定控制柜之间的通讯不能采用电缆直连方式。通常采用滑触线通讯或无线通讯两种方案。滑触线通讯通过在起重机供电滑触线中附加通讯信号线的方式实现,抗干扰能力强、通讯稳定可靠,适用于老厂改造项目。无线通讯则利用工业级WLAN或5G专网实现,安装调试方便、后期扩展灵活,适应现代化工厂的数字化需求。河南克鲁德重工有限公司在某汽车零部件制造项目中采用5G+边缘计算方案,实现了16台起重机与MES系统的实时通讯,通讯延时控制在20ms以内,满足了高节拍生产的控制要求。
关键子系统技术方案
自动定位与防摇摆系统
自动化起重机对定位精度有严格要求,常规的限位开关加变频减速方案已不能满足使用要求。现阶段主流方案是在大车和小车运行机构上加装绝对值编码器或激光测距传感器(测距精度±2mm),配合变频器内置的定位功能模块实现闭环位置控制。在起升机构上安装旋转编码器或拉线编码器,实时检测吊钩高度位置。防摇摆控制方面,采用电子防摇摆技术:在PLC或变频器中集成摆角控制算法,通过对加减速曲线的优化调整,使吊重在运行过程中的摆角控制在±1°以内。更高级的方案是增加摆角传感器(倾角传感器或视觉相机),实现闭环防摇摆控制,定位时间可缩短30%~50%。
自动取放料接口设计
自动化物料搬运要求起重机能够与工位上的料架、托盘、机床工作台实现自动对接。常见的接口方式包括:C型钩与吊环式托盘配合方式,起重机以C型钩插入托盘吊环后自动锁紧;电磁吸盘或真空吸盘方式,适用于铁磁性材料板材或表面平整的托盘;自动吊具方式,通过气动或电动执行机构在到达指定位置后自动开闭吊具抓取物料。无论采用哪种接口方式,都必须设置到位检测传感器和物料在位检测传感器,确保取放动作的安全可靠。工位端应设置定位导向装置(倒角或锥形导柱),补偿起重机定位精度的残余偏差。
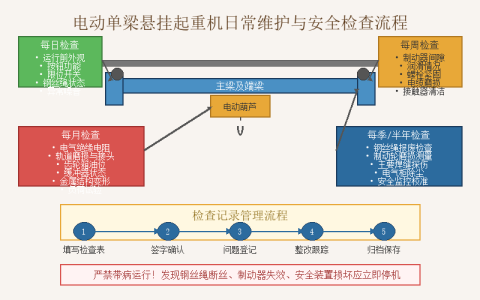
安全防护与互锁系统
自动化运行模式下的安全防护要求高于人工操作模式,必须设置多重安全屏障。自动运行模式与手动运行模式之间须设置互锁切换开关,在手动模式下自动调度功能失效。在自动化生产线中,起重机与周边设备(输送线、机床、机器人)之间应建立完整的区域互锁逻辑:当机器人或机床处于工作状态时,起重机不得进入该工位区域;当起重机正在工位上方作业时,下方设备不得启动。每台起重机在轨道上的运行区间设置电子围栏,通过位置传感器监控吊重是否超出允许范围。此外,应在起重机运行路径上设置安全光幕或激光雷达,当异物侵入时自动急停。所有安全信号必须经过安全继电器模块处理,满足PLe安全等级要求。
不同行业应用方案对比
| 行业 | 起重量 | 定位精度 | 通讯协议 | 特殊配置 |
|---|---|---|---|---|
| 汽车零部件 | 1~5t | ±5mm | Profinet | 防摇摆、电子围栏、MES对接 |
| 机械加工 | 3~10t | ±10mm | Modbus TCP | 电磁吸盘、自动吊具 |
| 电子制造 | 0.5~2t | ±3mm | EtherCAT | 洁净防护、静电消除 |
| 钢铁冶金 | 5~20t | ±15mm | Profinet | 耐高温、防尘、水冷制动 |
| 食品饮料 | 1~3t | ±10mm | EtherNet/IP | 不锈钢材质、防腐蚀 |
项目实施要点与成功案例
自动化起重机项目的实施是一个系统工程,需要机械、电气、软件和工艺多方协作。项目启动前,应对产线物流需求进行详细分析,明确各工位之间的物料流量、节拍时间、起吊重量和频次等关键参数。根据这些参数确定起重机的起重量等级(A3~A5工作级别)、运行速度、起升速度和加減速性能指标。轨道基础的设计也应纳入考量,自动化起重机的轨道安装精度要求高于常规标准,轨道直线度公差应控制在±3mm/6m以内。
河南鸿升起重机有限公司在某精密模具制造企业的自动化产线项目中,部署了2台3t电动单梁悬挂起重机配合8台CNC加工中心进行物料转运。项目实施后,起重机的有效利用率从人工模式的42%提升至78%,物料平均等待时间从12分钟缩短至4分钟,模具工装更换时间减少了60%,产线整体OEE(设备综合效率)从68%提升至85%。项目采用了Profinet总线通讯、激光测距定位和电子防摇摆技术,定位精度达到±5mm,满足了CNC自动上下料的精度要求。该案例证明,在中低吨位、多品种、快节拍的物料搬运场景中,自动化改造后的电动单梁悬挂起重机具有良好的技术经济性,投资回收期一般在18~24个月。
随着工业自动化程度的不断提高,电动单梁悬挂起重机在生产线中的应用将从目前的辅助性搬运角色逐步上升为产线物流的核心节点。通过引入人工智能调度算法、机器视觉定位和数字孪生技术,未来的自动化起重机系统将实现更智能的任务分配、更精准的动作控制和更全面的状态监测。柔性化生产对起重机的需求正在从”搬得动”向”搬得准、搬得快、搬得聪明”的方向转变,这为电动单梁悬挂起重机在自动化生产线中的应用开辟了更加广阔的发展空间。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2634.html
{kind=link}