
一、桥式起重机车轮踏面硬度要求
车轮踏面是桥式起重机车轮与轨道直接接触的工作表面,其硬度和热处理质量直接决定车轮的使用寿命和起重机的运行平稳性。车轮踏面硬度不足会导致踏面快速磨损、出现压痕和剥落;硬度过高则可能导致轨道磨损加剧或车轮脆性断裂。根据GB/T 3811和JB/T 6392标准,车轮踏面硬度应控制在HB 300~380(或表面淬火硬度HRC 45~55)范围内。
二、硬度分区设计
车轮踏面的硬度并非整体均匀,而是采用梯度硬度设计。踏面表层通过中频淬火获得高硬度(HRC 45~55),深度为车轮直径的3%~5%(约10~25mm),提供优异的耐磨性能。踏面以下至心部区域采用调质处理,硬度为HB 280~320,保持良好的韧性和抗冲击能力。这种表层高硬度+心部高韧性的梯度设计,既保证了踏面的耐磨性,又防止了车轮在重载冲击下的断裂。
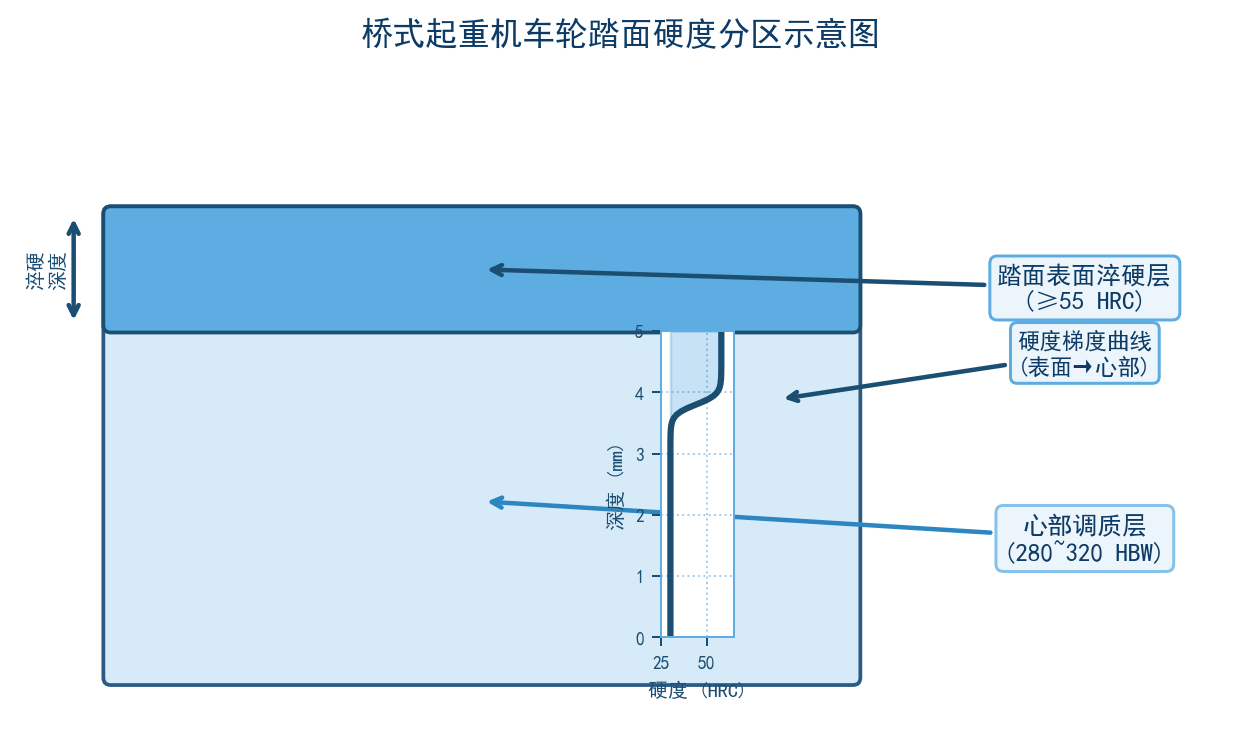
图1:桥式起重机车轮踏面硬度分区示意图
三、材质与工艺对照
| 车轮材质 | 踏面硬度 | 淬硬深度(mm) | 热处理工艺 | 适用工况 |
|---|---|---|---|---|
| 65Mn | HRC 48~55 | 10~15 | 中频淬火+低温回火 | 通用中载 |
| 60Si2Mn | HRC 45~52 | 12~18 | 中频淬火+中温回火 | 重载高冲击 |
| 42CrMo | HRC 50~55 | 15~25 | 中频淬火+低温回火 | 冶金/高温 |
| 35CrMo | HRC 45~50 | 10~15 | 调质+表面淬火 | 通用中轻载 |
| ZG50Mn2 | HB 300~340 | 8~12 | 整体调质+踏面淬火 | 大尺寸车轮 |
| ZG42CrMo | HRC 48~52 | 12~20 | 调质+中频淬火 | 大吨位/冶金 |
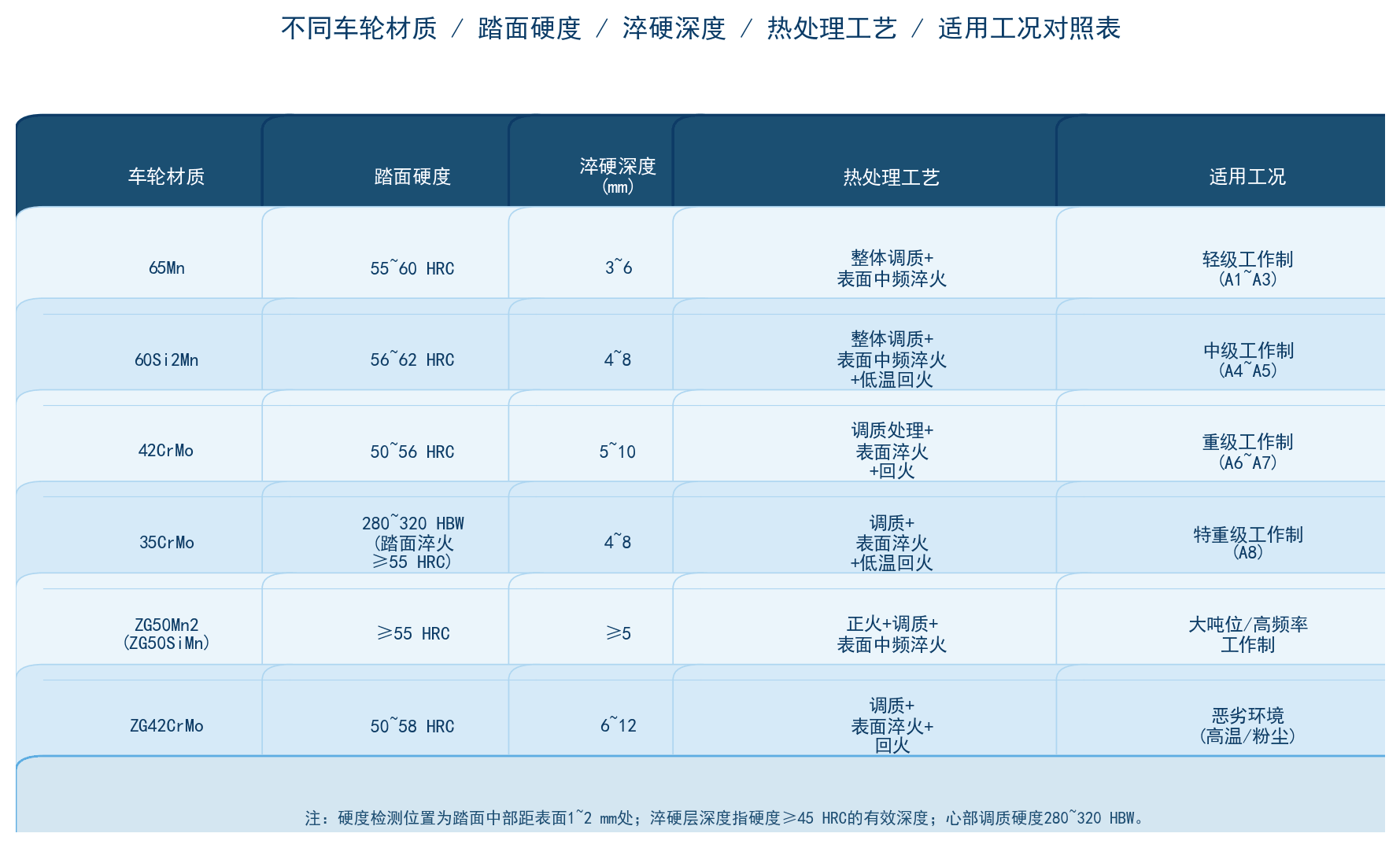
图2:车轮材质与热处理工艺对照表
四、质量控制
车轮踏面硬度的检验采用里氏硬度计或肖氏硬度计在踏面圆周方向均匀取不少于6个测点,各测点硬度偏差不超过±3 HRC或±20 HB。淬硬层深度采用金相法或硬度梯度法检测,踏面以下至规定深度处的硬度不低于表面硬度的80%。车轮踏面不允许有裂纹、气孔、缩松等铸造或锻造缺陷,经磁粉或超声波探伤合格后方可装机使用。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位桥式起重机车轮踏产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位桥式起重机车轮踏产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/1723.html
{kind=link}