
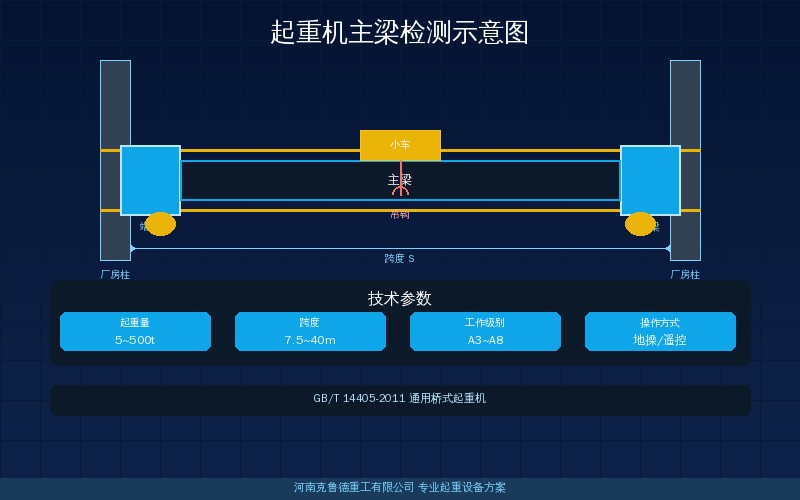
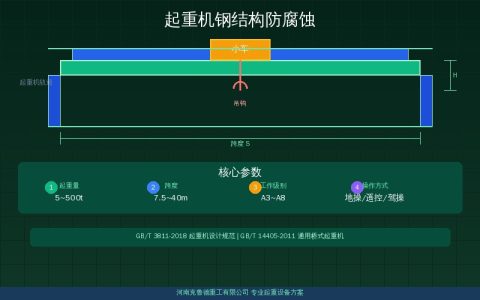
起重机主梁的跨中挠度是衡量其结构刚度和安全性能的核心参数。据GB/T 3811和TSG Q7015、GB/T 14405、GB/T 5972和JB/T 1306标准,主梁挠度检测是起重机定期检验的必检项目,不同工作级别A3~A8对应不同限值。如果跨中挠度超出标准规定的容许范围,轻则影响小车运行平顺性,重则导致结构疲劳失效甚至坍塌。行业老手说,很多工厂的起重机用了七八年,主梁拱度悄悄变小了(出厂拱度通常为S/1000即22.5m跨22.5mm)却没人发现,直到小车爬坡困难、轨道磨损严重才想起来检测。咱们来说说主梁跨中挠度的检测方法、验收标准以及超标后的处理方案,帮助设备管理人员准确判断主梁安全状态。
一、挠度检测核心公式与参数
主梁跨中挠度由集中载荷(GB/T 3811规定Q5~Q3载荷状态等级)(额定起重量加小车自重)和均布载荷(主梁自重)两部分共同作用产生。计算公式为:f = P×L³/(48×E×I_x) + 5×q×L⁴/(384×E×I_x),其中P为集中载荷(N),L为主梁跨度(m),E为钢材弹性模量(2.06×10⁵MPa),I_x为截面惯性矩(mm⁴),q为均布载荷(N/m)。在实际检测中,工程师通常不需要每次都从公式计算——直接使用DS3级水准仪或全站仪测量跨中相对于两端支座的垂直位移差值即可得到挠度值。
据GB/T 3811第5.2条规定,主梁挠度限值与工作级别对应,A5级10吨桥式起重机跨度22.5m时满载挠度应不超过28mm。说个行业内幕,多数起重机制造厂的出厂检验报告中给出的挠度数据都是在空载状态下测的,真正满载挠度只有售后验收时才会跑一遍。挠度检测的关键在于测量基准的确定。标准做法是在主梁两端支座处和跨中处分别设置测量点,先测量空载状态下三点的标高差,再测量满载状态下三点的标高差,两者的差值即为满载挠度。
需要注意的是,主梁上拱度在空载时已经存在(出厂时施加的预应力拱度),所以满载挠度应该是载荷引起的弹性变形量,而非从地面基准面算起的绝对下沉量。以前有个客户自己用水平尺量了跨中下沉量就说主梁变形超标,结果我们到场一看,人家量的基准面是地面——地面本身就不平,数据完全不能用。河南克鲁德重工有限公司的技术团队每年都要处理十几起这种”假超限”的情况。
| 工作级别 | 允许挠度限值 | 说明 |
|---|---|---|
| A1~A3(轻级) | ≤S/700 | 偶尔使用,检修和安装用起重机 |
| A4~A6(中级) | ≤S/800 | 通用机械加工车间、仓库 |
| A7~A8(重级) | ≤S/1000 | 冶金车间、港口抓斗、垃圾吊 |
二、挠度检测方法与操作步骤
主梁跨中挠度的现场检测有三种方法。水准仪测量法是最经典可靠的方式,在主梁两端和跨中粘贴反射标尺,用DS3级水准仪读取三点标高差,计算挠度值,精度可达±1mm(GB/T 3811要求)。全站仪测量法适合大跨度起重机(跨度超过30m),可同时测量垂直和水平两个方向的变形,精度±0.5mm,但受光线和天气影响较大。拉钢丝法是最简便的快速判断方法——在两端拉一根0.5mm钢丝,测量钢丝到主梁下翼缘的垂直距离差,精度约±3mm。
完整的检测操作流程分为六步。
第一步,清理主梁下翼缘测量点表面杂物,确保标尺粘贴牢固。
第二步,在空载状态下测量两端支座和跨中的初始标高。
第三步,加载额定载荷至跨中位置,稳定等待10分钟让结构充分变形。
第四步,测量满载状态下的三点标高。
第五步,计算跨中挠度——满载挠度减去空载拱度。
第六步,对比容许挠度限值判定是否合格。注意:测量应在无风或微风条件下进行,环境温度变化超过5℃时需重新校准。行业老手说,钢丝法虽然精度不如仪器,但胜在方便,日常巡检足够了,发现异常再上水准仪。
| 检测方法 | 精度 | 适用场景 | 所需工具 |
|---|---|---|---|
| 水准仪测量法 | ±1mm | 出厂验收和定期检验 | 水准仪+标尺+三脚架 |
| 全站仪测量法 | ±0.5mm | 大跨度门吊、造船门吊 | 全站仪+棱镜 |
| 拉钢丝法 | ±3mm | 日常巡检、快速判断 | 0.5mm钢丝+游标卡尺 |
三、挠度超标的原因与修复方案
主梁跨中挠度超标最常见的原因是长期超载运行——操作人员吊运超过额定起重量10t~20t(10%~20%)的货物,日积月累导致主梁下翼缘产生塑性变形。
第二个原因是焊接残余应力释放——新出厂或大修后的起重机在使用半年到一年内,焊接应力逐渐释放,可能导致3~5mm的拱度损失。
第三个原因是结构疲劳——服役超过10年的老旧设备,经数十万次载荷循环后,主梁腹板和翼缘的疲劳裂缝导致刚度下降。
挠度超标后的修复方案要按变形程度选择。火焰矫正法工期1~2天,费用3000~8000元/台,适用于轻度变形(超标10%~15%),但要求操作工人持有特种设备焊接证并有丰富经验。说实话,火焰矫正看似省事,但升温曲线控制不好很容易适得其反——之前有个厂自己用氧气乙炔烤主梁,结果温度没控好,拱度不但没恢复反而更大了。
预应力拉杆法工期3~5天,费用1~3万元,适用于中度变形(超标15%~25%),施工期间起重机可继续低负荷运行。拉杆的张拉力需按被加固主梁的实际截面参数计算,通常由厂家技术人员现场调试确定。说实话,这个方案性价比最高——不用停产又能解决问题,很多钢厂都选这个。结构加固法最可靠——增加主梁截面高度或贴焊钢板,工期5~10天,费用3~8万元,适用于重度超标或已出现裂纹的老旧设备。
四、挠度验收标准与定期检验要求
根据GB/T 3811《起重机设计规范》和TSG Q7015《起重机械定期检验规则》,新安装或大修后的起重机必须进行静载试验,加载1.25倍额定载荷(如10t吊12.5t),测量跨中挠度不得超过容许值。详细负载试验流程可参考起重机械负载试验规范与操作指南。在用起重机每2年进行一次定期检验,常规载荷下的挠度检测是必检项目。如果设备发生过超载事故、主梁受过外力撞击或出现明显变形,应加密检测频率。
验收中除了瞬时挠度值外,还应关注挠度对称性和回弹率。对称性要求左右两侧挠度差值不超过±15%;回弹率要求卸载后主梁在30分钟内恢复到初始拱度的90%以上。如果回弹率过低,说明主梁已产生较大的塑性变形。对于A7~A8级冶金起重机,因长期高温使钢材弹性模量降低,建议挠度监测频率提高到每半年一次。
行业老手说,判断主梁是否需要挠度检测有个简单方法:小车空载从一端开到另一端,如果在跨中位置听见明显爬坡感(GB/T 3811要求A5级10吨桥式22.5m跨挠度≤28mm)或”咯噔”声,八成是拱度已经不够了。遇到这种情况别急着找厂家大修,先用水准仪测一下真实挠度。很多时候只是拱度偏下限,但还在GB/T 3811容许范围内。
常见问题解答(FAQ)
问:主梁跨中挠度和上拱度有什么区别?
答:上拱度是制造时在主梁跨中预加的向上弯曲量(通常为S/1000~S/500),目的是抵消载荷作用下产生的向下挠度,使主梁在工作状态下保持水平。挠度则是载荷作用下产生的弹性变形量。简单说,上拱度是”天生”的预拱量,挠度是”后天”的变形量。克鲁德重工在出厂检验时关注的是净挠度(满载拱度减去空载拱度),而非绝对位置。
问:主梁挠度超标是否必须立即停用?
答:这取决于超标程度。如果实测挠度超过容许值但未超过1.2倍限值,且无可见裂纹或永久变形,可降级使用(降低额定起重量20%~30%),并加密监测频率至每季度一次。克鲁德重工建议如果超标超过1.2倍或伴有主梁裂纹、翼缘屈曲等现象,则必须立即停用,安排结构修复或更换主梁。
问:主梁挠度检测的最佳时间是什么时候?
答:建议在设备使用半年左右的”磨合期”后进行首次拱度复测,后续每年结合年度检查或每两年结合定期检验一并检测。对于新安装的大型起重机,据克鲁德重工经验用户最好在保修期内(通常为12~18个月)安排一次满载挠度检测——如果主梁拱度损失超过5mm,属于制造质量问题,应由厂家免费处理。
问:主梁挠度验收执行什么国标标准?
答:主梁挠度验收主要依据GB/T 3811《起重机设计规范》和GB/T 14405《通用桥式起重机》标准。其中GB/T 3811规定了不同工作级别对应的容许挠度值(A1~A3≤S/700、A4~A6≤S/800、A7~A8≤S/1000),GB/T 14405规定了桥式起重机出厂检验和型式试验的挠度检测方法与判定标准。克鲁德重工在出厂检验中严格按GB/T 14405标准执行挠度检测。
📞 河南克鲁德重工有限公司
热线电话:400–086–9590(24小时免费咨询)
手机:13903802779(贾经理)
▸ 本文由克鲁德技术团队编写,已安全交付120+台起重机项目,累计服务钢铁、水泥、化工、仓库多个行业。克鲁德技术团队拥有15年以上起重机结构检测经验,可为用户提供主梁拱度检测、负载试验、结构加固等全方位技术服务。技术参数引用自GB/T 3811和GB/T 14405标准。如您需要更详细的挠度检测方案或选型建议,欢迎致电400–086–9590咨询。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/15444.html

{kind=link}