
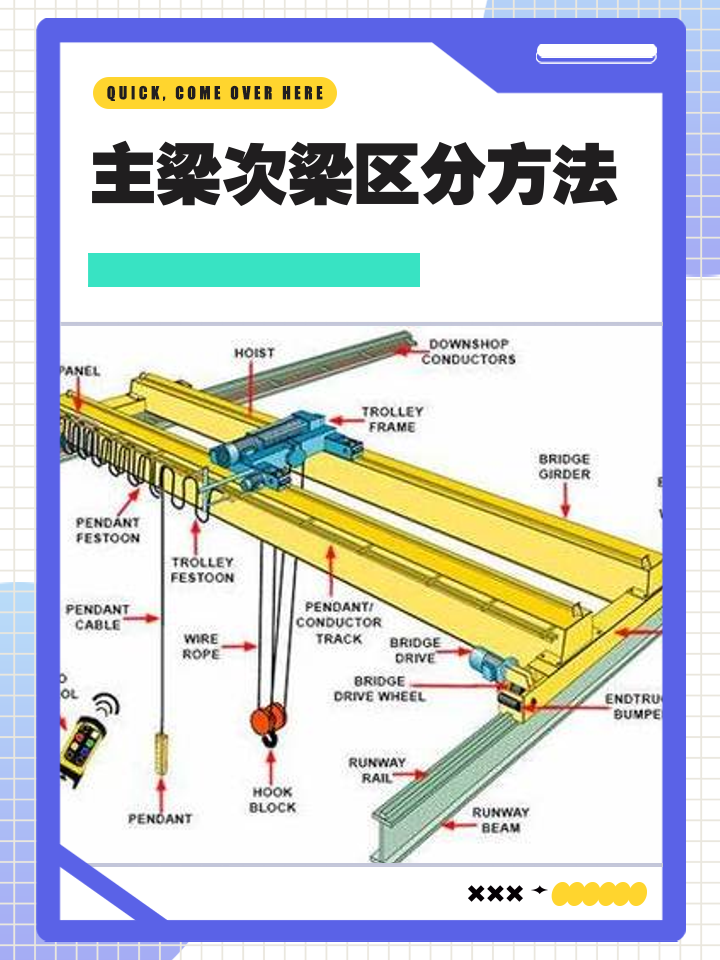
🔧 配件知识 端梁是连接主梁和车轮组的承力部件,端梁拼接螺栓松动和结构性变形是起重机运行中的常见隐患。拼接螺栓的紧固扭矩多少合格、端梁变形如何检测,本文从安装标准和检修要点两个方面展开。
端梁拼接螺栓的紧固标准
大吨位桥式起重机的端梁通常采用高强度螺栓摩擦型连接,使用10.9级或8.8级高强度螺栓。拼接螺栓的预紧力控制直接决定连接刚度。按GB/T 1228-2006标准,M20的10.9级螺栓扭矩为320-380N·m,M22为420-500N·m,M24为550-650N·m。拧紧时必须使用扭矩扳手从拼接板中心向两侧逐次拧紧,分初拧和终拧两步完成。初拧扭矩为终拧的50%。轨道压板紧固和端梁螺栓连接同为起重机金属结构的关键螺栓连接,紧固要求一致。
端梁变形检测和校正
端梁变形主要表现为下挠(向下弯曲)和旁弯(水平方向弯曲)。检测方法是在端梁两端拉钢丝线,用尺测量中点处的偏差。下挠允许值不超过跨度的1/1000,旁弯允许值不超过跨度的1/1500。如果变形超过标准,先检查拼接螺栓是否松动,再检查车轮安装位置是否需要调整。结构变形在排除螺栓松动后若仍未恢复,则需要对端梁进行火焰矫正。火焰矫正的温度控制在600-650℃(暗红色),加热后用石棉布覆盖保温缓慢冷却。矫正后做复测确认变形恢复后方可投入运行。河南克鲁德重工有限公司的端梁产品出厂前经过1.25倍额定载荷的静载试验,测试端梁刚度合格后才允许发货。
定期检查和维护
端梁的检查分月检和年检两个层级。月检内容:目视检查端梁有无明显变形,用手锤敲击拼接螺栓听声音判断是否松动。松动的螺栓敲击声发脆,紧实的螺栓声音沉闷。年检内容:整体测量端梁的旁弯和下挠数据,用超声波测厚仪检测端梁板厚(腐蚀减薄超过原厚度的15%需要加固处理)。对拼接板的焊缝每年做一次磁粉探伤,焊缝裂纹不允许任何长度存在。年检后出具检测报告存档备查。
常见问题解答(FAQ)
端梁拼接螺栓多久需要重新拧紧一次?
新安装的起重机在运行1个月后需要全面复拧一次,之后每6个月抽检10%的螺栓扭矩。如果抽检中发现扭矩值低于标准的20%,则需要全数复拧。环境振动大或启停频繁的场所要缩短复拧周期到3个月。
端梁下挠超过标准还能继续运行吗?
不能长期在超标准状态下运行。下挠超标会导致起重机在运行过程中端梁与水平轨道不平行,车轮轮缘与轨道产生侧向挤压加速啃轨和车轮非正常磨损。发现下挠超标后应尽快安排校正,在矫正前建议降低额定载荷的80%使用。
发现端梁焊缝裂纹怎么处理?
立即停止使用该起重机。先确定裂纹的长度和走向,用钻孔止裂法在裂纹两端各钻一个φ5-6mm的止裂孔,然后用碳弧气刨清除裂纹,开60°V型坡口并打磨干净后进行焊补。焊条选用与母材强度匹配的E5015或E5016低氢型焊条,焊前预热100-150℃,焊后做保温缓冷处理。补焊完成后用磁粉探伤复检确认无新裂纹。
河南克鲁德重工有限公司 – 端梁 源头工厂直供
端梁规格型号齐全,出厂价供应,全国发货安装
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/8603.html

{kind=link}