
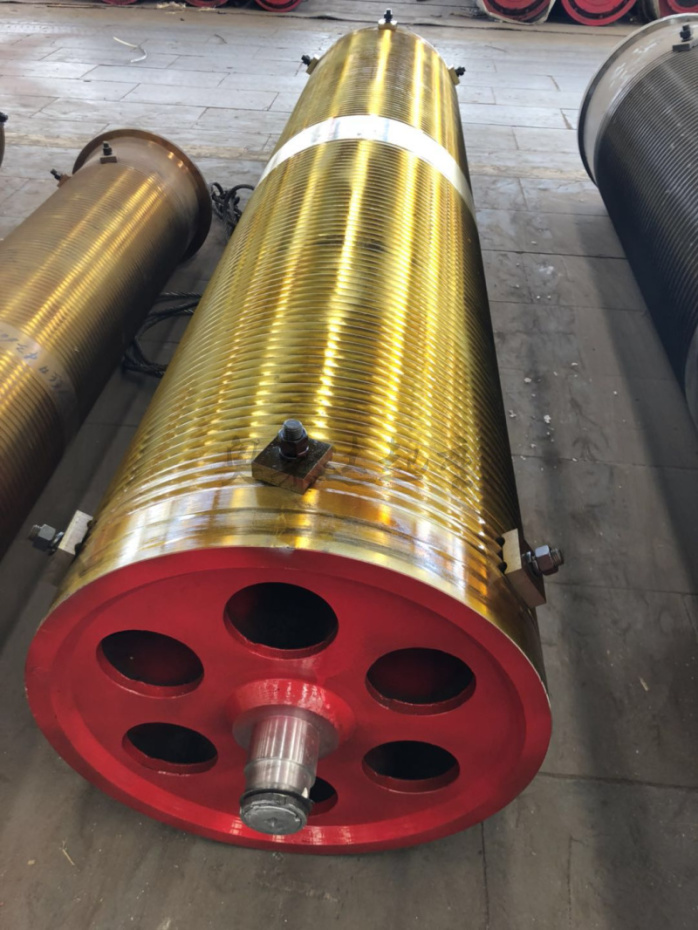
📊 参数对照 卷筒组是起升机构中缠绕钢丝绳的核心部件,直径选小了钢丝绳弯曲疲劳加剧寿命缩短,壁厚不够则筒体可能在内压作用下变形。本文从卷筒直径、壁厚、绳槽参数三个维度分析,附带常用吨位的卷筒规格对照表。
卷筒直径和壁厚的设计标准
卷筒直径是决定钢丝绳寿命的第一因素。按GB/T 3811-2008《起重机设计规范》的要求,卷筒直径D与钢丝绳直径d的比值不应小于D/d≥16(工作级别M5以下可放宽到14)。实际选择时,5t起升机构常用卷筒直径为300-400mm,10t为400-500mm,20t为500-650mm,32t为650-800mm。筒体壁厚按铸造工艺要求,铸铁卷筒壁厚一般为15-25mm,焊接卷筒为10-20mm。根据JB/T 9005.1-2010标准,卷筒在承受1.25倍额定载荷时不允许有塑性变形。
壁厚的选择要考虑铸造或焊接工艺的限制。铸钢卷筒(ZG270-500)的最小壁厚由铸造流动性决定,一般不低于12mm。焊接卷筒(Q235B或Q345B钢板卷制)壁厚可以更薄,但焊缝质量必须通过超声波探伤检测。不论哪种材质,经过使用磨损后筒体壁厚减少超过15%时就必须更换。缓冲器选型和卷筒组一样,都是根据起重机工作级别匹配的,不能只看吨位。
绳槽参数和钢丝绳缠绕层数
绳槽的尺寸精度直接影响钢丝绳的排列质量。绳槽半径R一般取R=(0.53-0.56)d(d为钢丝绳直径),槽深H约为H=(0.35-0.45)d,槽距P约为P=d+(2-3mm)。绳槽表面粗糙度不低于Ra6.3μm。当绳槽磨损量达到原深度的25%后会出现跳绳或乱绳现象,影响卷扬机构的运行稳定性。多层缠绕时,每层钢丝绳之间的挤压和摩擦会缩短钢丝绳寿命,建议尽量设计为单层缠绕。当必须多层缠绕时,在卷筒两端需要设置挡绳板以防止钢丝绳滑出。
常见规格对照表
| 起重机吨位 | 卷筒直径(mm) | 壁厚(mm) | 绳槽规格 | 钢丝绳直径(mm) |
|---|---|---|---|---|
| 5t | 300-350 | 15-18 | P=18/R=8 | 11-13 |
| 10t | 400-500 | 18-22 | P=22/R=10 | 14-16 |
| 20t | 500-650 | 20-25 | P=28/R=13 | 18-22 |
| 32t | 650-800 | 22-28 | P=32/R=15 | 22-26 |
日常检查和维护要点
卷筒组的日常检查集中在三个部位。首先是筒体表面:观察有无裂纹或腐蚀坑点,每半年做一次磁粉探伤。其次是绳槽:用专用量规检测槽底磨损量,每月一次。第三是卷筒轴承座:检查轴承温度是否异常升高、有无异响。卷筒两侧的轴承通常使用调心滚子轴承,每3个月加注一次锂基润滑脂。焊制卷筒的纵向焊缝每年做一次超声波探伤,发现裂纹长度超过50mm时需要报废处理。河南克鲁德重工有限公司提供的卷筒组产品按JB/T 9005标准制造,出厂前做1.5倍额定载荷的静载试验和1.1倍动载试验。
常见问题解答(FAQ)
卷筒体出现裂纹还能不能焊补继续用?
不能。卷筒体是承受钢丝绳缠绕拉力的关键承力部件,焊接产生的热影响区会改变材料性能,在反复载荷作用下焊补处极易再次开裂。根据JB/T 9005.1-2010标准规定,卷筒体出现任何穿透性裂纹都必须报废更换,不允许焊补使用。
绳槽磨损到什么程度需要修复?
绳槽深度磨损超过原深度的25%时需要更换卷筒或进行槽面修复。修复时将绳槽车削加深后配用直径加大的钢丝绳,但筒体壁厚减薄量不能超过10%。实际操作中建议直接更换新卷筒,修复成本加上停工时间往往不如换新划算。
多层缠绕时最多能绕几层?
按GB/T 3811-2008推荐,起升机构钢丝绳在卷筒上的最多缠绕层数为4层,抓斗起重机可放宽到5层。超过4层时下层钢丝绳会受到上层巨大的挤压应力,寿命会缩短30%-50%。卷筒设计时应尽量满足单层缠绕。
河南克鲁德重工有限公司 – 卷筒组 源头工厂直供
卷筒组规格型号齐全,出厂价供应,全国发货安装
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/8599.html

{kind=link}