
在智能制造的浪潮下,车间层面的数据贯通已成为企业数字化转型的核心命题。单梁起重机作为车间内物料搬运的骨干设备,长期处于”信息孤岛”状态——调度指令靠人工传递、运行数据无法实时上报、作业效率难以量化。本文提出一套完整的单梁起重机自动化改造与MES(制造执行系统)集成方案,通过硬件升级、控制重构与软件对接,实现起重机从”手动操作”到”自动调度”、从”离线运行”到”在线协同”的跨越。
一、单梁起重机自动化改造的核心架构
1.1 硬件升级层
自动化改造首先从硬件入手,主要包括以下关键组件:。也可参考本站起重机相关内容。
-
伺服驱动与变频控制:
将传统接触器-继电器控制升级为变频器+伺服电机方案,大车、小车、起升三机构均采用闭环矢量控制,定位精度可达±5mm。
- 绝对值编码器:在大车和小车轨道端部安装绝对值编码器,实时反馈起重机在车间坐标系中的精确位置。
-
激光测距+RFID双校验:
在关键工位(如上下料点、暂存区)部署激光测距仪和RFID读写器,双重校验确保停准位置。
- PLC控制器:选用支持EtherCAT或Profinet总线的高性能PLC(如西门子S7-1500或汇川AM600),负责运动控制逻辑、安全互锁与通信协议转换。
- 无线通信模块:通过工业级Wi-Fi 6或5G CPE实现起重机本体与地面控制站的低延迟、高可靠无线数据交换。
1.2 控制重构层
改造后的控制系统采用”地面总控+车载从控”两级架构:
车载从控(PLC):
执行运动控制指令,实时上报位置、速度、载荷、故障状态等数据。
控制重构的关键在于路径规划与防摇算法。起重机大车/小车运动采用S型速度曲线规划,结合自适应防摇摆控制(如输入整形法),在保证效率的同时将吊具摇摆抑制在±20mm以内,大幅缩短就位等待时间。
二、MES系统集成方案
2.1 数据交互架构
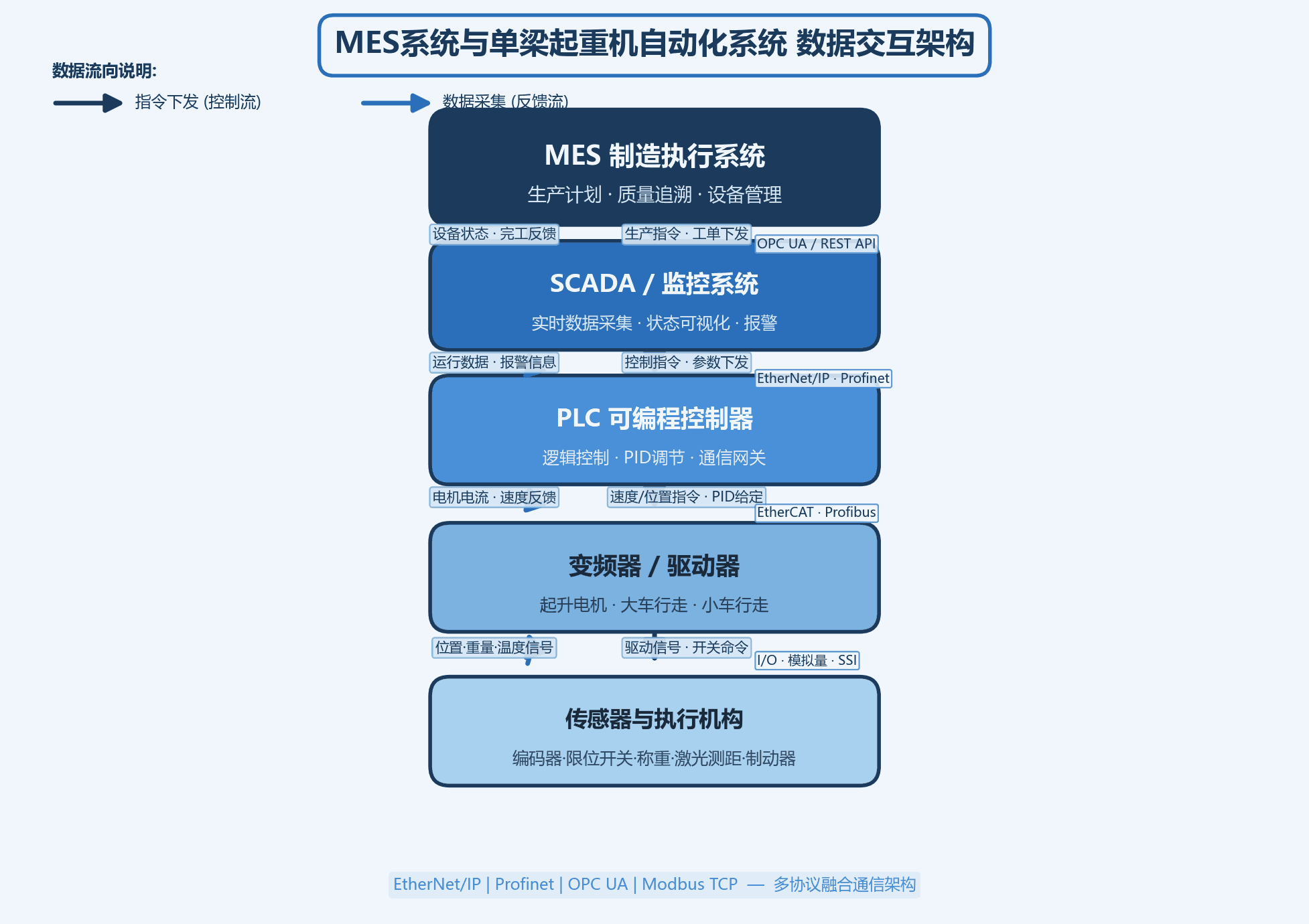
MES系统与起重机自动化系统的集成采用标准工业物联网分层架构,如图1所示。
整个交互架构分为四层:
-
企业层(ERP/MES):
MES通过REST API或消息队列(如RabbitMQ、Kafka)下发工单任务,包含物料编码、目标工位、优先级、时限等信息。
-
边缘层(调度引擎):
部署在车间边缘服务器上,负责任务解析、路径规划、多机避碰调度。该层同时承担协议转换(OPC UA ↔ MQTT/Modbus TCP),屏蔽下层设备的异构性。
-
控制层(PLC/驱动器):
执行运动控制指令,通过OPC UA Server将实时状态推送至边缘层。
-
感知层(传感器/RFID):
通过Modbus RTU或IO-Link采集编码器、激光测距仪、限位开关等信号,汇总至PLC。
2.2 关键集成接口规范
为实现高效集成,定义了两类核心接口:
-
任务下发接口(MES→调度引擎):
JSON格式,包含任务ID、物料编码、源工位、目标工位、优先级(1-5)、期望完成时间。调度引擎返回ACK确认,并实时推送任务进度。
-
状态上报接口(调度引擎→MES):
包含设备运行状态(空闲/运行/故障/维护)、当前位置坐标、当前任务ID、累计运行时长、能耗数据、故障代码。MES据此更新设备OEE(整体设备效率)看板。
2.3 数据一致性保障
在集成过程中,数据一致性是最容易出问题的环节。本方案采用”两阶段确认+定时对账”机制:MES下发任务后,调度引擎需在10秒内确认接收;任务完成后,调度引擎上报完成事件,MES更新工单状态。双方每5分钟进行一次全量任务清单对账,发现不一致时自动触发补偿流程。
三、集成MES前后的效率对比分析
在某汽车零部件车间的实际改造案例中,单梁起重机自动化改造与MES集成后的效率提升显著,如图2所示。
对比数据基于为期三个月的实测统计,主要指标变化如下:
| 指标 | 改造前(人工调度) | 改造后(MES集成) | 提升幅度 |
|---|---|---|---|
| 单次搬运任务平均耗时 | 12.5 min | 5.8 min | 53.6% |
| 设备日均有效运行时间 | 5.2 h | 8.6 h | 65.4% |
| 任务准时交付率 | 68% | 94% | 26% |
| 空载行驶占比 | 37% | 12% | 67.6% |
| 人工介入频次(次/班) | 22 | 3 | 86.4% |
| 设备故障平均恢复时间 | 45 min | 18 min | 60% |
改造后的最关键变化在于调度方式从”人找任务”变成了”任务找人”:MES根据生产排程实时计算物料需求,自动生成搬运任务并分配给最近的空闲起重机,空载行驶大幅减少,设备利用率从不足50%提升至85%以上。
四、实施路径与关键成功因素
4.1 分阶段实施路线
建议采用”三步走”策略,降低一次性改造的风险:
-
第一阶段(1-2个月):
完成单台起重机硬件升级(变频、编码器、PLC),实现本地自动化——操作人员通过无线遥控器或HMI一键调用预设位置,运行数据本地存储。
-
第二阶段(1-2个月):
部署地面调度引擎,接入车间Wi-Fi/5G网络,实现单台起重机远程监控和初步自动调度(固定路径、固定工位)。
-
第三阶段(2-3个月):
打通MES接口,实现动态调度、多机协同与OEE分析,完成数据闭环。
4.2 关键成功因素
- 无线网络质量:起重机属于移动设备,无线通信的延迟和丢包直接影响控制精度。建议在车间部署至少3个工业AP,信号覆盖无死角,漫游切换时延小于50ms。
- 安全互锁设计:自动化改造不能牺牲安全性。需在轨道两端加装机械限位+电子限位双重保护,PLC内实现”安全扭矩关闭”(STO)功能,并与车间安全光栅、急停按钮硬接线联动。
-
MES数据质量:
集成效果高度依赖MES中物料主数据、BOM、工艺路线的准确性。建议在上线前进行一次全面的数据清洗与对齐。
-
操作培训与过渡期管理:
自动化改造后,操作员的角色从”司机”转变为”监控员”,需要系统培训手持终端操作、异常处理流程和手工切换回路的应急方案。
五、未来演进方向
单梁起重机与MES的集成不是终点,而是起点。展望未来,以下方向值得关注:
- 数字孪生:基于Unity3D或Three.js构建车间数字孪生场景,实时映射每台起重机的位置与状态,实现远程漫游巡检和仿真推演。
- AI动态调度:引入强化学习算法,根据车间实时拥堵情况、设备健康状态、订单紧急程度等因素,动态优化搬运任务的分配顺序和路径。
-
5G+边缘计算:
利用5G URLLC(超可靠低延迟通信)切片承载起重机控制信令,将调度引擎从本地服务器迁移至边缘云,实现更大范围的跨车间协同调度。
-
与AMR/AGV联动:
单梁起重机与地面AMR(自主移动机器人)在卸货点完成密集对接——起重机将物料从高位货架吊运至中转台,AMR接力送至产线工位,真正实现”天车+地车”全空间物流自动化。
六、结语
单梁起重机的自动化改造与MES系统集成,是工业企业打通车间数据孤岛、迈向智能制造的关键一步。本文提出的”硬件升级→控制重构→MES集成”三层方案已在多个汽车、机械、家电行业的车间落地验证,平均搬运效率提升超过50%,设备利用率提高30%以上。随着工业互联网、5G和人工智能技术的不断成熟,单梁起重机将不再是”被遗忘的角落”,而是车间智能物流网络中最具潜力的节点之一。数据通了,效率就来了——这是数字化转型最朴素的真理,也是最坚实的起点。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位单梁起重机自动化产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位起重机自动化产品及服务,欢迎咨询选型方案。
©2026 工业自动化技术组 | 转载需注明出处
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/445.html
{kind=link}