
钢丝绳接头质量直接决定了吊索的承载能力和安全性,手工编插和铝合金压套是两种最常用的永久性接头方式。
河南克鲁德重工有限公司提供各吨位起重机钢丝绳接头产品,出厂价直供,质量可靠。
🔩 钢丝绳接头连接方式的选择依据
钢丝绳接头(又称钢丝绳端部连接)是起重吊索具中最为关键的环节之一。接头的质量直接决定了吊索的承载能力和安全性。常用的钢丝绳接头连接方式有手工编插、铝合金压套、绳夹固定、楔形接头固定等。其中,手工编插和铝合金压套是最常用的两种永久性接头方式,适用范围广泛。
选择接头方式时,应根据钢丝绳的规格、使用工况、承载要求以及接头效率等因素综合确定。手工编插接头灵活性强、适用范围广,但对接头操作人员的技能要求较高;铝合金压套接头强度稳定、外形美观,但需要专用设备和模具。
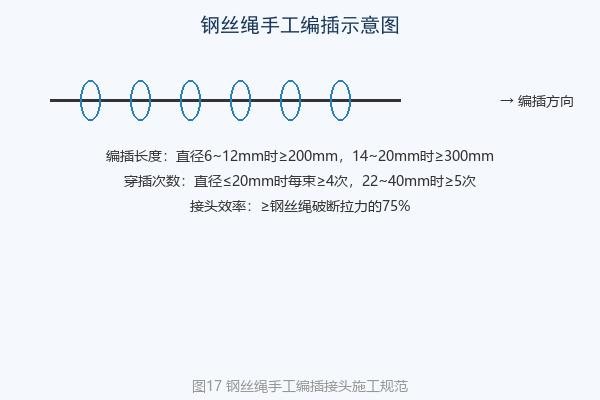
手工编插接头的技术要求和质量控制标准
| 钢丝绳直径(mm) | 编插长度(mm) | 穿插次数 | 接头效率 |
|---|---|---|---|
| 6~12 | ≥200 | 每束≥4次 | ≥75% |
| 14~20 | ≥300 | 每束≥4次 | ≥75% |
| 22~30 | ≥400 | 每束≥5次 | ≥75% |
| 32~40 | ≥500 | 每束≥5次 | ≥70% |
手工编插的操作要点
手工编插是将钢丝绳绳股按一定顺序和规律穿插到钢丝绳本体中的接头方法。编插前应用细铁丝将钢丝绳端部扎紧,防止绳股松散。编插时应使用专用的穿索锥,按照”进一压二”或”进二压一”的规律进行穿插。编插完成后,应用手锤轻轻敲打接头部位,使各绳股紧密贴合。最后应用细铁丝将接头尾端扎紧,并剪除多余的钢丝绳头。
编插接头的质量检验应从外观和强度两个方面进行。外观检查应确认编插紧密、无松散现象、各绳股排列整齐;强度检验应进行静载试验,验证接头效率不低于规定值。
⚙️ 铝合金压套连接的施工规范与检验标准
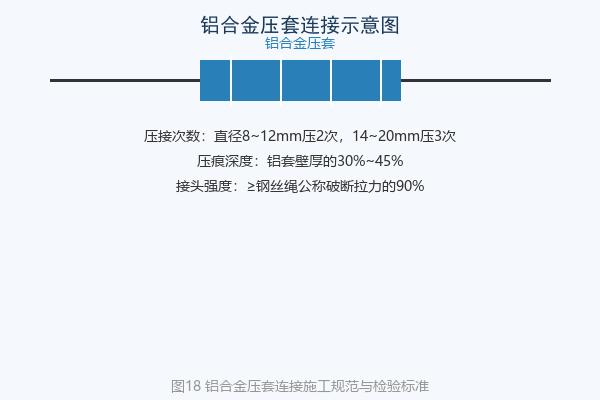
铝合金压套的选型与压接工艺
铝合金压套连接是将钢丝绳端部穿入铝套后,使用专用压套机(如手动液压钳或电动压套机)在铝套上施加压力,使铝套产生塑性变形,从而将钢丝绳端部与本体紧密压合。铝合金压套的规格必须与钢丝绳直径严格匹配,铝套内径应比钢丝绳直径大约1~2mm。
压套连接的施工操作规范
| 钢丝绳直径(mm) | 铝套长度(mm) | 压接次数 | 压痕深度(mm) |
|---|---|---|---|
| 8~12 | ≥40 | 2次(对向压) | 铝套壁厚的30%~40% |
| 14~20 | ≥50 | 3次(对向+中间) | 铝套壁厚的30%~40% |
| 22~30 | ≥65 | 4次(两两对压) | 铝套壁厚的35%~45% |
| 32~40 | ≥80 | 4次(两端对压+中间对压) | 铝套壁厚的35%~45% |
重要提示:压套连接完成后,应进行外观检查确认铝套无裂纹、无歪斜、压痕均匀对称。还应进行拉伸试验验证接头强度不低于钢丝绳公称破断拉力的90%。出现裂纹的铝套必须切除重新压接,不得补压修复。
无论是手工编插还是铝合金压套,接头部位均应做好标识,标明接头制作日期、制作人员编号和额定载荷。接头在使用过程中应定期(建议每季度)进行外观检查,发现异常立即进行强度验证试验。
河南克鲁德重工有限公司作为专业起重机钢丝绳接头生产厂家,提供各吨位产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/3380.html


{kind=link}