
电动葫芦在长期高负荷运行中,难免出现各类异常情况。操作人员能否第一时间准确识别故障征兆并采取正确的应急处置措施,往往直接决定了事故是否发生、损失是否扩大。本文系统梳理电动葫芦运行中常见异常类型的识别方法,并给出标准化的应急处置操作流程,帮助一线操作人员建立”识异常、快处置、防事故”的安全能力。
河南克鲁德重工有限公司提供各吨位电动葫芦运行异常产品,出厂价直供,质量可靠。
🔧 一、机械系统异常识别与判断
起升机构是电动葫芦的核心执行部件,其异常往往最先通过声音和动作变化表现出来。当操作人员听到起升过程中出现有规律的”咔咔”声或金属摩擦声时,应高度警惕齿轮箱内啮合不良、轴承磨损或齿面点蚀的可能。若声音伴随起升速度明显下降或电机电流异常升高,则提示齿轮传动链可能存在卡阻问题。
制动器异常是最危险的一类故障。当操作人员发现载荷在起升或悬停状态后出现缓慢下滑(俗称”溜钩”),说明制动器制动力矩已不足。若听到制动器释放时发出尖锐刺耳声,则表明制动片与制动轮之间摩擦面异常,可能存在制动片磨损到限、制动轮表面划伤或制动间隙调整不当等情况。
钢丝绳状态直接关系起吊安全。操作人员在日常巡检中应重点观察钢丝绳表面是否存在断丝、磨损变细、压扁、扭结或锈蚀斑点。根据GB/T 5972标准,在一个捻距长度内断丝数达到钢丝总数的10%时就必须报废更换。此外,钢丝绳与卷筒连接处、绳卡固定部位需重点检查,防止松脱。
| 机械异常类型 | 典型表现 | 可能原因 | 紧急程度 |
|---|---|---|---|
| 起升异响 | 起升时有规律金属撞击声或摩擦声 | 齿轮磨损、轴承损坏 | 中 |
| 溜钩 | 载荷悬停后缓慢下滑 | 制动器失效、制动片磨损 | 高 |
| 钢丝绳异常 | 断丝、压扁、锈蚀、直径减小 | 过载、磨损、润滑不良 | 高 |
| 运行卡阻 | 电动葫芦沿轨道行走时抖动、顿挫 | 轨道变形、行走轮磨损 | 中 |
联轴器连接电机轴与减速器输入轴,当其缓冲橡胶圈老化或螺栓松动时,会导致启停瞬间出现明显冲击声,严重时联轴器断裂导致动力完全中断,载荷失控坠落。操作人员应在每班次首趟空载试运行时注意有无异常冲击声。

⚡ 二、电气系统与安全装置异常识别
电气系统异常虽不直接造成坠落事故,但会引发误操作、制动失效或火灾风险。电机过热是最常见的电气异常,当操作人员闻到焦糊味或发现电机外壳温度异常升高(超过80°C应停机检查),原因可能是超载运行、散热风扇堵塞、频繁点动或电源缺相。此时若继续使用,可能导致电机绕组烧毁甚至引发火灾。
接触器是电机启停控制的关键元件。当按下起升按钮后电机无响应,或者松开按钮后电机继续运行(触点粘连),说明接触器主触点或控制触点已损坏。前者需检查控制电路保险与按钮触点,后者则必须立即切断主电源并更换接触器,否则可能造成起升限位失效后的冲顶事故。
安全装置是保护人员和设备的最后一道防线。限位器失效通常表现为电动葫芦运行至轨道端部或吊钩升至最高位置时无法自动停止,继续运行将导致脱轨或钢丝绳过卷。操作人员在每班开始前都应主动测试上升限位和运行限位是否有效:空载慢速运行至限位位置,观察是否自动断电停运。若限位器动作后电机仍可运行,必须立即报修。
超载限制器在载荷超过额定起重量110%时应自动切断上升回路并发出声光报警。如果操作人员发现明显超载(载荷明显超出吊钩能力)却无报警动作,说明超载限制器已失效,应立即停止作业并安排检修。此外,急停按钮应保证在按下后切断所有动力回路并使制动器失电制动,每班应测试一次急停功能是否可靠。
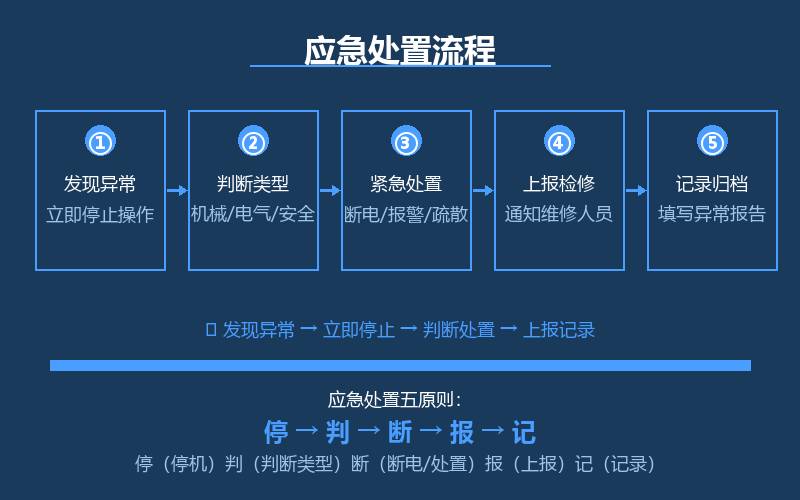
🚨 三、应急处置标准化操作流程
当异常情况发生时,操作人员应遵循”停、判、断、报、记”五步标准化处置流程,避免慌乱中采取错误行动加重事态。
第一步——停(立即停机):发现任何异常征兆(异响、异味、抖动、滑钩等),操作人员必须第一时间按下操作手柄上的急停按钮或切断主电源断路器,使电动葫芦完全停止运行。切忌抱有”再试一下”的侥幸心理,继续运行可能将小故障演变为大事故。
第二步——判(判断异常类型):停机后保持安全距离,通过”看、听、闻、触”(手背试温)四步法初步判断异常性质。参照上文所述的机械与电气异常特征,确定是否属于溜钩、异响、异味、限位失效等可直接威胁安全的紧急故障。
第三步——断(紧急断电/疏散):对于溜钩、制动器失效、钢丝绳断裂等可能造成坠落伤人的紧急情况,应在确认自身安全的前提下,立即划定危险区域并疏散周边人员,悬挂警示标识。对于电机冒烟、有焦糊味等可能引发火灾的情况,应在切断主电源后准备灭火器待命。
第四步——报(上报维修):完成初步应急处置后,操作人员应如实向设备管理或维修部门报告异常现象的全过程,包括:发生时间、异常表现、操作时载荷情况、初步判断的故障类型。维修人员到场后,操作人员应配合进行故障复现与排查。
第五步——记(记录归档):异常处置完毕后,操作人员应填写《设备异常运行记录表》,详细记录异常描述、处置过程、维修结果和恢复使用时间。完善的异常记录既有助于设备故障趋势分析,也是安全责任追溯的重要依据。
🛡️ 四、日常巡检与预防性管理
异常识别的最高境界是防患于未然。操作人员应将每日巡检工作落到实处:每班次的空载试运行不少于两次升降和全程行走,确认各机构运行平稳、限位器动作可靠;每周进行一次钢丝绳外观检查并用钢直尺测量直径,记录磨损趋势;每月检查一次制动器制动间隙与制动片厚度,确保数值在厂家规定范围内。
建立以”操作人员每日巡检、维修人员每周检查、专业机构每年全面检测”为框架的三级检查制度,是确保电动葫芦长期安全运行的有效管理手段。操作人员应熟悉本机的异常特征规律,不同使用年限、不同工况下的电动葫芦其异常表现存在差异,积累本机运行经验有助于更快识别故障苗头。
总之,电动葫芦的安全运行建立在操作人员敏锐的观察力、规范的操作习惯和果断的应急处置能力之上。只有将异常识别知识真正内化为日常操作中的防范意识,才能在关键时刻做出正确判断,保障自身和他人的生命安全。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位电动葫芦运行异常产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/3240.html

{kind=link}