
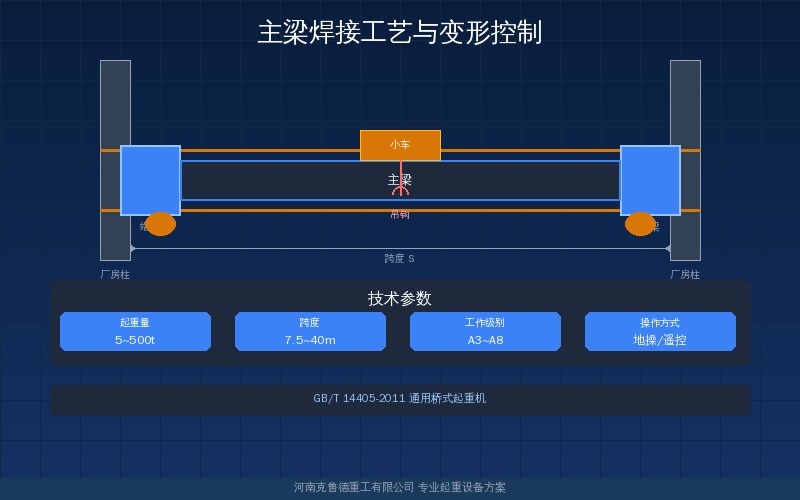
起重机主梁是桥式与门式起重机最主要的承载构件,其焊接质量直接决定整机的安全性和使用寿命。行业老手说,主梁焊接变形控制是起重机制造中最棘手的工序之一——焊接工艺参数选不对、焊接顺序排不好,焊出来的主梁挠度超标只能报废重做。说实话,一台典型的箱型主梁焊缝总长度超过上百米,焊缝收缩量和热输入累积产生的变形量可达数十毫米。克鲁德重工在多年生产实践中总结出一套完整的焊接工艺体系,涵盖埋弧焊与气保焊的方法选择、焊接参数匹配、焊接顺序编排与反变形措施,以及焊后检验标准。本文从这四个维度系统讲解主梁焊接工艺,帮助一线焊接技术人员和质检人员掌握变形控制的核心方法。
一、埋弧焊与气保焊方法对比
起重机主梁纵缝和横缝采用埋弧自动焊(SAW)完成,其熔深大且焊缝成型稳定。焊丝直径3.2~5.0mm配SJ301或HJ431焊剂,单道熔深可达8~12mm。Q235B或Q355B材质的对接焊缝速度25~40m/h,热输入控制在2.0~3.5kJ/mm。角焊缝多用CO₂气保焊,焊丝选用ER50-6直径1.2mm。说白了,埋弧焊管主缝、气保焊管角缝,两者配合是当前最合理的方案。
二、焊接参数匹配要领
焊接参数匹配是控制主梁焊接质量的关键。埋弧焊电流500~800A、电压30~38V、速度25~40m/h——三者直接影响熔宽、熔深和焊缝成形系数。行业老手说,电流偏大熔深增加但熔宽变窄易产生咬边,电压偏高熔宽增大但熔深减小易导致未熔合,速度过快焊缝截面偏小。克鲁德重工规定埋弧焊热输入2.0~3.5kJ/mm,超过4.0kJ/mm时热影响区晶粒粗化风险增加。气保焊参数范围更窄,电流220~350A、电压24~32V、送丝速度6~12m/min。说实话,参数设定没万能配方,必须根据板厚和坡口形式现场微调。
三、主梁焊接顺序与反变形措施
主梁焊接变形是起重机焊接中最头疼的问题。箱型主梁由上下翼缘板和两块腹板拼焊,四条主纵缝的焊接顺序决定最终变形形态。正确顺序是先焊腹板与下翼缘的两条纵缝,再焊腹板与上翼缘的两条纵缝,每条采用分段退焊法——每段300~500mm、间隔200~300mm,让冷却收缩不累积在同一方向。反变形法是另一核心手段:组对时预先将上翼缘两端垫高8~15mm,利用焊接收缩的下弯趋势抵消预拱。说实话,有个客户跨度22.5m的主梁,焊前预拱12mm,焊后实测剩3mm——完全在GB/T 14405要求的0~+6mm范围内。关键是,要根据焊脚尺寸和板厚做精准预拱设计。
四、焊后检验——无损检测与挠度验收
主梁焊后必须经过严格检验。无损检测是焊缝内部质量最终把关——纵缝和横缝要求100%超声波探伤(UT),按GB/T 11345标准执行,灵敏度φ2×40mm长横孔。主梁焊缝不允许存在裂纹和未熔合,气孔直径不超3mm且间距不小于100mm。T型接头需配合磁粉探伤(MT)检测表面裂纹。挠度检测是变形验收关键:焊后上拱度为跨度L的1/1000~1/1500,22.5m跨度控制在15~22.5mm。详细验收标准可参考主梁焊缝探伤检验标准。
常见问题解答(FAQ)
问:主梁焊接变形超过标准怎么校正?
答:常见方法有机械校正和火焰校正。5mm以下变形用机械校正,压力机反方向施加压力矫正。5~20mm变形用火焰校正,氧乙炔火焰在变形反面加热至600~800℃,利用冷却收缩产生的拉应力将变形拉回。关键是,火焰校正后必须做应力退火处理防止二次变形,克鲁德重工要求校正后重新检测上拱度并记录归档。
问:克鲁德重工主梁焊接用什么焊丝和焊剂?
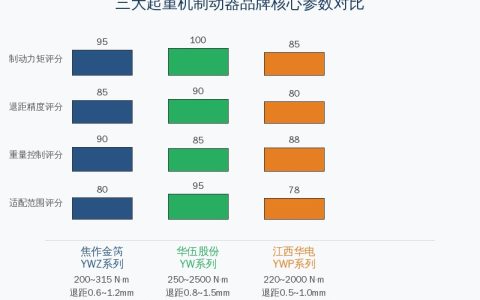
答:克鲁德重工根据材质选择焊接材料。Q235B材质埋弧焊配H08MnA焊丝+HJ431焊剂,Q355B材质配H10Mn2焊丝+SJ301焊剂。气保焊统一使用ER50-6焊丝、直径1.2mm,配合80%Ar+20%CO₂混合气体保护。行业老手说,焊丝与焊剂的匹配直接影响焊缝力学性能和抗裂性能,克鲁德重工严格按照WPS工艺评定执行焊材选用,每批焊材入库前做复验确认。
问:主梁焊后需要做哪些无损检测?
答:纵缝和环缝要求100%超声波探伤(UT),按GB/T 11345标准执行,灵敏度φ2×40mm长横孔。角焊缝和T型接头需做磁粉探伤(MT)检测表面及近表面裂纹。对重要受力部位,克鲁德重工还增加射线探伤(RT)抽检,比例不低于焊缝总量的10%。检测前焊缝表面需打磨至粗糙度Ra≤6.3μm确保探头耦合良好。
问:主梁对接焊缝的坡口形式和尺寸如何确定?
答:坡口形式根据板厚选择。板厚6~12mm用单面V型坡口,角度60°±5°、钝边1~2mm。板厚12~25mm用双面V型坡口或K型坡口。板厚25mm以上推荐U型坡口减少填充量。坡口尺寸直接决定焊缝截面积和焊接变形量,设计阶段需结合主梁设计计算指南中的截面参数综合考量。行业老手说,坡口角度过大增加填充量导致收缩变形增大,过小又易产生未熔合。
需要定制主梁焊接工艺方案?
克鲁德重工——专注起重机主梁制造与焊接工艺优化
全国服务热线:400-086-9590
▸ 本文由克鲁德重工技术团队编写,已交付120+台起重机主梁焊接项目
本文由河南克鲁德重工有限公司技术团队原创发布,转载请注明出处。技术参数引用自GB/T 14405-2011《通用桥式起重机》、GB/T 11345-2015《焊缝无损检测超声检测技术》等国家标准。焊接工艺参数仅供参考,实际操作中应根据具体板厚、坡口形式和环境温度做针对性调整,以确保主梁焊接质量符合设计要求。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/15306.html

{kind=link}