
起重机大小车在运行过程中车轮轮缘与轨道侧面发生强烈摩擦,产生尖锐噪音和明显振动,这就是业内常说的啃轨。轻则加速车轮和轨道磨损,重则导致脱轨事故。前两年我们在新乡一家钢构厂看到一台用了不到两年的LD型单梁,四个主动轮轮缘磨去了将近一半——排查下来发现是两条轨道的跨度差了8mm。这期就算给各位起重机操作工和设备管理员把啃轨的主要病因和排查方法整理清楚,从现场经验出发,不讲空话。
啃轨快速判断三招
在车间现场判断起重机是否啃轨,不用上复杂仪器——老操作工靠”看、听、摸”三招就能确诊八成。一看车轮轮缘是否有明显磨损痕迹,正常使用3个月的车轮轮缘应该保持原有形状,如果不到半月就出现亮光或毛刺,基本可以认定是啃轨。二听运行过程中有没有”吱吱嘎嘎”的金属摩擦声,特别在大车启动和制动阶段的异响最明显。三摸轨道侧面,停车后用手摸轨道内侧,如果感觉有明显毛刺或凹槽,说明车轮轮缘长期与轨道摩擦。还有一个快速判断标准:把起重机开到轨道最远端,用卷尺量一下左右两轨距墙的距离——如果两端相差超过5mm,啃轨风险就很明显了,需要立即安排全面排查。另外,同一个厂房如果多台起重机同轨运行,可以通过观察哪台车的啃轨现象更严重来判断是该车自身问题还是轨道问题——如果多台车碾过同一段轨道都啃,基本是轨道问题。
啃轨三大主要原因
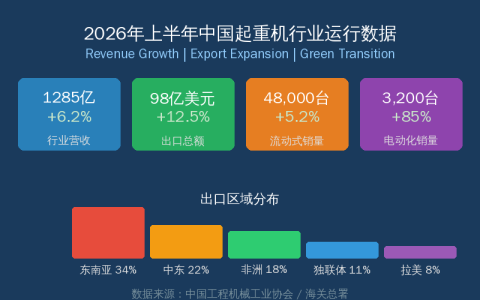
根据我们在几家钢厂的实地观察和检修记录,80%以上的啃轨问题来自三个方面。第一个也是最常见的:轨道铺设精度不达标。两条轨道的中心距偏差超过国标GB/T 10183规定的±5mm,或者在跨度22.5m的情况下轨道局部接头错位超过2mm,车轮经过时就会被”硬掰”到另一边。第二个原因:车轮磨损或安装偏差。四个车轮的踏面直径如果相差超过1mm,或者车轮的垂直度偏斜超过1/400,运行中自然往一边跑。第三个容易被忽略的:主梁拱度变化。长期超载或结构疲劳导致主梁下挠,大车两端产生扭曲力矩,车轮被动偏斜。之前在济源处理的一台QD型32t桥吊,就是主梁下挠18mm引发的啃轨——做了一次加固和拱度恢复就解决了。除了这三个主因,如果发现啃轨的同时还伴有溜钩现象,可以参考我们之前写的起重机溜钩原因与处理方法一并排查,两种故障有时存在叠加效应。
| 故障原因 | 判断方法 | 修复方案 | 工期 |
|---|---|---|---|
| 轨道跨度偏差 | 卷尺测两端轨距 | 松压板、加垫片微调 | 1~2天 |
| 轮缘磨损 | 目测磨损量 | 换车轮或修复 | 2~3天 |
| 主梁下挠 | 经纬仪打拱度 | 加固+拱度恢复 | 3~7天 |
| 轨道接头错位 | 过接头时异响 | 打磨过渡 | 半天 |
表1:起重机啃轨故障原因速查对照表——从判断方法到修复方案和工期的全流程参考,四种常见原因包括轨道偏差、轮缘磨损、主梁下挠和接头错位,每种原因对应不同的判断方法和修复策略,检修人员按此表快速定位问题源头,结合现场实际症状选择最有效的处理方案一目了然
轨道问题排查与修复方案
轨道到位排查需要从三个维度入手:跨度、标高和直线度。用弹簧卡尺或激光测距仪检测两端轨道中心距,同一截面两条轨道中心距偏差不应超过±5mm。用水平仪检查轨道顶面标高差,相邻支点间高差不超过1mm,全长最大高差不大于2mm。轨道直线度用拉钢丝法检查——拉一条0.5mm直径的钢丝于轨道侧面上方3~5mm处,测量钢丝到轨道侧面的距离,局部凸起超过1mm就需要处理。轨道修复一般分三步:第一步打磨接头过渡,过渡坡度不小于1:10;第二步调整轨距,在轨道底部侧面加垫片微调;第三步标高修复,用不锈钢垫片逐段垫高,每处不超过3mm。河南克鲁德重工有限公司的维保团队在处理轨道类啃轨问题上经验丰富,每年服务上百台设备的轨道校准和调整工作。
车轮与主梁故障处理
排除了轨道问题后啃轨依然存在,多半出在车轮上。第一个检查项是四轮着地情况——把起重机推到轨道上,用塞尺检查每个车轮踏面与轨道的间隙,超过0.5mm说明该车轮偏斜或轴承座变形。车轮垂直度用框式水平仪测量,偏斜不应超过0.5mm/m。第二个是车轮直径一致性——四个车轮直径差不应超过0.5mm,如果某个车轮磨损严重,必须换新。当以上两项排查完后啃轨依然顽固,就要考虑主梁问题了。有一个实际案例:某台用了7年的MG型门式起重机,跨度26m,大车运行到中间段时两侧啃轨特别严重。我们先检查了轨道的全跨距——合格;车轮直径差也在0.3mm以内。最后用经纬仪打主梁腹板平面度,发现主梁有6mm的旁弯。处理后加焊加强筋板,啃轨问题基本消失,又用了近3年没出大问题。主梁结构疲劳的详细检测方法可参考起重机钢结构疲劳检测与修复指南。
预防啃轨日常维护要点
啃轨不是突然发生的,绝大多数有一个渐变过程。做好以下几项日常维护,完全可以把大部分啃轨扼杀在萌芽阶段。日常巡检方面,操作工每天开工前空载跑一遍大车,注意听有没有异常摩擦声。定期测量方面,每个月用卷尺量一次轨道跨距,固定3个测量截面——跨中及两端——形成数据台账,有趋势变化就提前干预。车轮轴承按说明书要求定期加注润滑脂,发现异响应及时更换。轨道压板螺栓每季度检查一次紧固程度,很多啃轨问题就是螺栓松动后轨道移位造成的。第五也是最重要的:严禁超载运行。主梁长期超载会产生塑性变形,拱度变化后啃轨几乎无法避免。按GB/T 14405–2011的规定,起重机应按额定载荷使用,超过10%的瞬时载荷也不能频繁出现。关于起重机与厂房的匹配选型关系,可参考厂房跨度与起重机跨度怎么匹配一文,从设计源头避免因跨度不匹配导致的啃轨隐患。
常见问题解答(FAQ)
问:起重机啃轨会直接导致脱轨吗?
答:会的。如果啃轨长期不治理,车轮轮缘会越磨越薄,当轮缘厚度磨损超过50%原厚度时,在轨道接头处或者弯道段就有脱轨风险。按GB/T 5972–2016起重机车轮报废标准,轮缘厚度磨损量达到原厚度的50%应报废更换。我们建议一旦发现轮缘磨损超过30%就要安排全面检修,不要等到快脱轨了才处理。
问:新安装的起重机就啃轨是什么原因?
答:新机组装后发生啃轨,90%的原因是轨道安装精度没达到验收标准。新厂房的轨道往往是土建施工队铺的,他们按建筑标高放线但忽略了起重机轨道的特殊精度要求。按GB/T 10183–2010标准,同一截面两条轨道的跨距偏差不应超过±2mm(跨度10m以内)到±5mm(跨度>20m)。很多新装设备验收时只检查了起升功能,大车试跑环节草草了事。建议新机验收时重点跑一下大车全程,尤其注意轨道接头位置。
问:起重机啃轨最快要多久能修好?
答:这要看啃轨的原因和严重程度。如果只是轨道局部接头错位,调整一颗螺栓加打磨过渡——熟练工人半天就搞定。如果是整条轨道跨度偏差,大约需要1到2天。如果是车轮磨损不均需要换轮,包括拆卸装配和对中调试,一次全面维修大约需要2到3个工作日。主梁下挠导致的情况最复杂,涉及结构加固和拱度恢复,河南克鲁德重工有限公司维保团队的一般做法是先做结构检测和有限元分析,再确定加固方案,周期在3到7天不等。说到底,轻微的轨道问题快修一上午,严重的结构问题需要一周。
前面说的这几个排查方法,河南克鲁德重工有限公司的设备维保团队在实际项目中反复验证过多次。如果现场排查后确认需要更换车轮或加固主梁,我们的售后团队可以提供远程技术指导或派员到厂协助。如果您在啃轨问题上需要专业诊断或维修方案,也可以直接联系我们的技术部门获取针对性建议。
河南克鲁德重工有限公司作为国内专业的起重机生产厂家,以源头工厂直销方式向全国客户提供各吨位规格的起重设备,价格透明、质量可靠、交期有保障。公司拥有先进的生产设备和经验丰富的技术团队,产品经过严格质量检测,确保每一批出厂产品都符合行业标准。
起重机各型号产品规格型号覆盖全面,从标准型号到非标定制均可按客户要求生产。河南克鲁德重工提供完善的选型指导服务,客户提供工况参数后工程团队可推荐最合适的型号配置。产品出厂前均经过负载测试,全国范围物流配送,部分地区可安排技术人员上门协助安装调试。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/13819.html
{kind=link}