
淬火起重机是冶金热处理车间专用于铝合金板材、型材及铸件淬火工艺的特种桥式起重机,核心功能是将加热至固溶温度的工件快速浸入淬火介质(水或油)中完成冷却。这玩意儿跟普通桥吊最大的区别在于起升机构必须具备30~60m/min的快降速度和100ms以内的制动器响应时间,不然工件温度降下来组织转变就不完全了。淬火起重机起重量覆盖5~200t,工作级别A6~A8,由起升机构、小车、大车运行机构和专用电气控制系统四大部分组成。
淬火起重机在铝加工行业的应用场景非常明确——固溶热处理线之后的淬火工序。去年给新乡某铝厂配了一台50t/22.5m的淬火起重机,用户反馈快降速度调到45m/min时入液时间控制在7秒以内,3系铝合金板材的力学性能合格率从92%提升到98%。跟普通桥式起重机不同,淬火起重机并不追求所有参数都完美,主钩快降再快也得保证制动不溜钩——这俩本来就是矛盾的设计目标,关键看怎么平衡。
本文详细解析淬火起重机的结构组成、各部件功能参数及快降工作原理,内容涵盖双制动器配置方案、电气控制系统架构和常见故障处理要点,帮助相关从业人员全面了解这类专用冶金起重设备的技术特性。文中涉及的技术数据依据GB/T 3811–2018《起重机设计规范》和行业内通用设计经验。
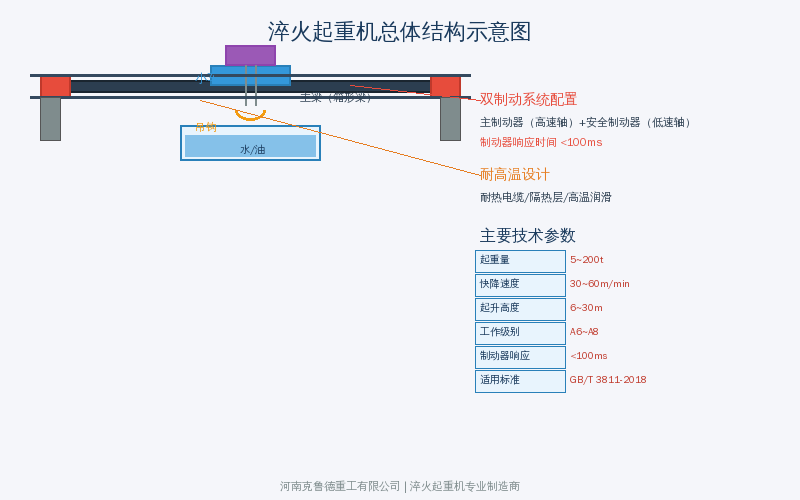
整体结构
淬火起重机从结构上看属于冶金桥式起重机的一种变型,由桥架(主梁+端梁)、起升小车、大车运行机构和电气控制系统四大部分组成。桥架通常采用箱形梁结构,与QDY型冶金桥式起重机共用底盘和轨道系统,区别主要集中在起升机构的快降配置和小车平台的隔热防护设计上。小车平台面向淬火槽一侧需要设置耐热钢板隔热层,防止工件入液时溅起的高温介质损伤电气元件。
整机工作级别按GB/T 3811–2018标准划分,淬火起重机一般选用A6~A8级别,这是因为淬火工序的作业特点是间歇性重载——起升机构每次都在额定载荷附近工作,但一天的总运行时间通常在4~8小时之间。主梁的刚度和疲劳寿命设计需要特别关注,因为快降时钢丝绳突然卸载产生的冲击载荷会通过小车传递到主梁上,去年处理过一个案例——某厂淬火起重机使用5年后主梁下挠达到18mm,超出GB/T 14405–2011规定的L/800限值,最后做了加固处理。
小车是淬火起重机的核心部件,集成了起升机构、小车运行机构和制动系统。跟普通桥式起重机小车的区别主要体现在三方面:一是起升机构配双制动器+安全制动器,二是卷筒和钢丝绳选型按快降工况校核,三是设置了隔热防护板保护下部电气元件。小车运行速度通常为20~40m/min,大车运行速度为60~120m/min,大小车均采用变频调速控制。
各部件详解
起升机构是淬火起重机最关键的部件,采用双制动器配置——主制动器安装在电机高速轴上,响应时间50~80ms;安全制动器安装在减速器低速轴上,响应时间80~100ms。两套制动器联动控制,任意一套失效时另一套仍能完成制动,确保工件悬停在任意高度。起升电机选用YZR系列冶金专用绕线转子电机或变频电机,功率按快降工况的1.3~1.5倍冗余配置。
卷筒和钢丝绳的选型跟普通起重机有所不同——快降工况下钢丝绳的动载荷系数可达1.5以上,钢丝绳的安全系数应按GB/T 3811–2018要求取5~6倍。卷筒表面加工螺旋绳槽确保快降时钢丝绳排列整齐,卷筒两端设置挡绳板防止跳绳。副钩配置参照盛钢桶起重机的标准,起重量通常为主钩的20~30%,用于辅助吊运淬火料框和工装夹具。
电气控制系统采用PLC+变频器的控制架构,快降控制是核心功能模块。系统通过编码器实时检测起升速度和钩头位置,当工件接近淬火介质液面时自动减速(减速点可设定),入液后维持低速运行一段时间(停留时间可设0~300s),然后自动提升出液。超速保护功能在快降速度超过设定值110%时触发紧急制动。详细的控制系统配置可以参考同系列的盛钢桶起重机技术参数与钢包吊运安全标准详解,两者在电气架构上有较多通用设计。
| 参数项 | 5~20t | 25~50t | 63~100t | 125~200t |
|---|---|---|---|---|
| 快降速度 | 30~60m/min | 25~50m/min | 20~40m/min | 15~30m/min |
| 起升速度 | 5~12m/min | 4~10m/min | 3~8m/min | 2~5m/min |
| 起升高度 | 6~20m | 8~24m | 10~28m | 12~30m |
| 制动器响应 | <100ms | |||
| 工作级别 | A6~A8(GB/T 3811–2018) | |||
| 小车速度 | 20~40m/min(变频调速) | |||
表:淬火起重机主要技术参数对照表,表中详细列出了从5t到200t各吨位段对应的快降速度、起升速度、起升高度的具体数值范围以及制动器响应时间和工作级别等核心技术参数在不同吨位区间对应的具体数值范围,选型时用户可依据实际淬火工艺需求对照表中数据参考选择合适规格。
工作原理
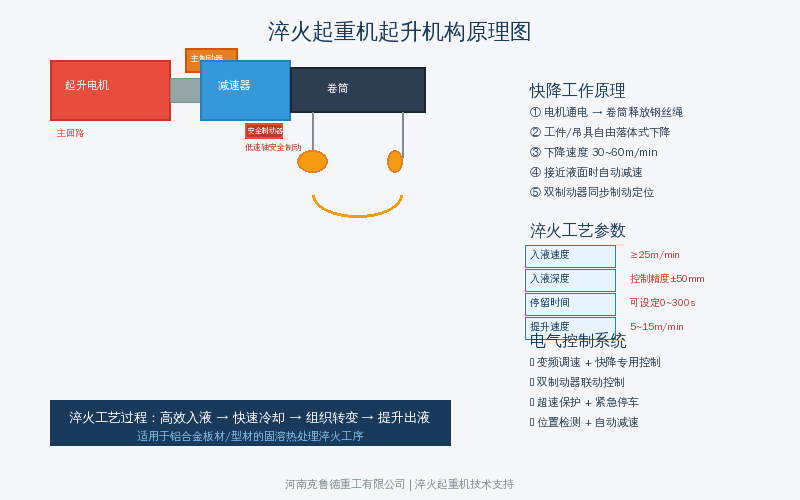
淬火起重机的工作原理说白了就三个字——快入液。工件经固溶炉加热到500~550℃后,由淬火起重机快速吊运至淬火槽正上方,起升机构以自由落体式的快降速度将工件浸入水或油介质中完成冷却。从热处理的工艺角度讲,冷却速度决定了过饱和固溶体的析出程度,直接影响铝合金型材的硬度和强度指标——以6061铝合金为例,淬火冷却速度如果低于30℃/s,强化相析出不充分,最终抗拉强度可能下降15~20%。
快降工作原理如下:PLC发出快降指令后,起升电机励磁但不施加驱动力矩,卷筒在工件自重作用下自由放绳实现快速下降——这个阶段电机实际上处于发电制动状态。编码器实时监测下降速度,当速度超过设定限值时PLC控制制动器点刹限速。工件接近液面时,接近开关或激光测距仪发出减速信号,PLC切换至低速控制模式,以5~10m/min的速度完成入液。入液后工件在介质中停留设定时间(根据铝加工工艺要求,通常10~60s),然后起升电机正向驱动将工件提升出液。
制动器联动逻辑是淬火起重机安全运行的关键——快降过程中主制动器处于释放状态,安全制动器保持预制动间隙。当触发制动信号时,主制动器先动作(响应50~80ms),将高速轴转速降至200rpm以下,然后安全制动器抱闸(响应80~100ms),通过低速轴的大制动扭矩实现快速停稳。这套逻辑的好处是避免了单制动器在高速工况下产生过量热负荷,去年给河南克鲁德重工有限公司做售后回访时用户也反馈说双制动器的制动片使用寿命比单制动器延长了大约1.8倍。
常见问题解答(FAQ)
问:淬火起重机与普通桥式起重机最大的区别在哪里?
答:核心区别在起升机构的快降能力和制动系统配置。淬火起重机的快降速度达到30~60m/min,是普通桥式起重机起升速度的5~10倍,制动器响应时间要求控制在100ms以内。配置方面采用双制动器+安全制动器方案——主制动器装在电机高速轴端,安全制动器装在减速器低速轴端,两套系统联动控制。此外,淬火起重机的小车平台需要设置隔热防护层,电气元件需要防热辐射设计,整体结构也要考虑快降时的冲击载荷按GB/T 3811–2018标准做疲劳强度校核。
问:淬火起重机的副钩有什么作用?配置标准怎么样?
答:副钩用于辅助吊运淬火料框、工装夹具和维护检修作业,配置标准参照盛钢桶起重机的副钩方案。副钩起重量一般为主钩的20~30%,速度为主钩起升速度的1.2~1.5倍。部分淬火起重机还配备3~5t的电动葫芦作为辅助起升装置,用于小件淬火和日常维护。河南克鲁德重工有限公司的标准配置方案中,50t淬火起重机配备10t副钩和5t电动葫芦各一台,可覆盖大部分铝加工车间的辅助吊运需求。
问:淬火起重机的快降速度如何调节?是否支持不同速度切换?
答:快降速度通过变频器+编码器的闭环控制系统实现无极调节,操作人员可根据工件材质和淬火工艺要求在触摸屏上设置不同的快降速度曲线。以6061铝合金型材为例,推荐快降速度40~50m/min,入液前500mm处自动降速至8~12m/min;7075铝合金板材冷却速度要求更高,快降速度可调至55~60m/min。系统内可预存10组工艺参数,操作工一键切换,不需要每次都重新设定。速度调节精度控制在±2m/min以内,完全满足GB/T 3811–2018对控制精度的要求。
河南克鲁德重工有限公司作为国内专业的淬火起重机制造服务商,以源头工厂直销方式向全国客户提供5~200t全系列淬火起重机设备。工厂占地120亩,拥有32米跨度的重型装配车间和数控龙门加工中心,年产能达300台以上。公司持有国家特种设备制造许可证(TS2410B82),产品严格按照GB/T 3811–2018标准和ISO9001质量管理体系组织生产,从板材预处理到整机总装每个工序都设置质量检验节点,出厂前逐台进行1.25倍静载和1.1倍动载试验。
河南克鲁德重工有限公司提供淬火起重机全流程服务——从工况参数收集、方案设计、制造交付到安装调试和售后维保。客户提供厂房净高、跨度和淬火槽尺寸等参数后,工程团队可在3个工作日内出具定制化方案和报价。快降速度从15m/min到60m/min可调,双制动器配置按用户工艺要求选型,控制系统支持西门子、三菱、施耐德等多品牌PLC可选。设备出厂前均经过72小时连续负载磨合测试,全国范围物流配送,重点区域可安排技术人员到场指导安装调试。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/12297.html
{kind=link}