
起重机大车轮轴承更换属于高空+重载作业,开工前必须完成以下准备工作:① 办理吊装作业审批手续,划定作业警戒区域;② 准备专用工具:液压千斤顶(≥50t)、扭矩扳手、轴承加热器、撬棍、铜棒等;③ 确认新轴承型号与原件一致,检查出厂合格证及游隙值;④ 安全防护:安全带、安全帽、防滑鞋、对讲机全部到位。
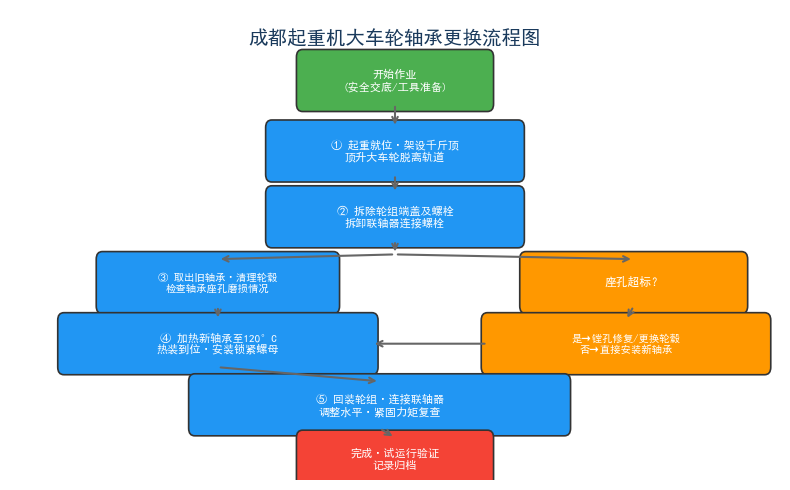
图:成都起重机大车轮轴承更换流程图
以成都某大型钢结构厂50t桥式起重机为例,其大车轮采用双列圆锥滚子轴承(型号32960),单轮承载约12.5t。在开始操作前,维修班组长需进行5分钟安全交底,明确各岗位分工及应急联络方式——这一步看似简单,却是杜绝事故的第一道防线。
二、核心方案
根据成都起重机维修协会推荐工艺及我司累计超过300台次轴承更换经验,总结出以下五步标准化拆装流程。每个步骤都有严格的技术参数要求,不可省略也不可跳步。
三、配置参数
| 步骤 | 操作内容 | 技术要点 | 工具/辅材 |
|---|---|---|---|
| 1 | 起重就位 · 顶升车轮 起重机移至检修区,用千斤顶将大车轮顶升5-8mm使其脱离轨道面 |
顶升点必须选在车轮箱加强筋处;四角同时顶升,偏差≤1mm;垫实枕木防滑移 | 液压千斤顶50t×4台、水平仪、枕木、对讲机 |
| 2 | 拆除轮组 · 拆卸联轴器 拆除端盖螺栓、轮毂压板螺栓,断开电机联轴器连接 |
螺栓按对角线顺序松开;联轴器用拉马均匀脱开;拆除前标记原始位置便于回装 | 扭矩扳手、拉马、记号笔、接油盘 |
| 3 | 取出旧轴承 · 检查座孔 用铜棒和压床退出旧轴承及内圈,彻底清理轮毂内孔 |
轴承座孔圆度≤0.05mm,粗糙度Ra≤3.2μm;若磨损超差需镗孔镶套或更换轮毂 | 铜棒、压力机、内径千分尺、细砂纸、清洗剂 |
| 4 | 加热安装新轴承 新轴承在加热器中加热至100-120°C,热装至轴颈到位后锁紧 |
加热时间按轴承内径×3.5 min/inch估算;安装到位后自然冷却,严禁水冷;锁紧力矩按说明书125%预紧 | 轴承加热器、红外测温枪、扭矩扳手、防烫手套 |
| 5 | 回装轮组 · 试运行 回装端盖、连接联轴器,调整车轮水平度,空载/负载试运行各30分钟 |
车轮端面跳动≤0.15mm,轮缘与轨道间隙2-4mm;试运行时无异响、无异常温升 | 塞尺、百分表、听诊棒、温度记录仪 |
要点1 轴承加热温度控制:超过150°C会导致轴承钢材回火,硬度下降。推荐使用智能轴承加热器,设定120°C自动保温,加热过程中用红外测温枪实时监测。
要点2 装配游隙调整:双列圆锥滚子轴承通常要求轴向游隙0.08-0.15mm。游隙过大会导致车轮窜动,过小则轴承发热抱死。安装后用手盘动应轻快无卡滞。
要点3 螺栓紧固力矩:所有高强度螺栓必须使用扭矩扳手按厂家数值分三次(30%→60%→100%)对角拧紧。以M24×80 10.9级螺栓为例,最终力矩为750 N·m。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2100.html
{kind=link}