
起重机轨道压板螺栓长期承受巨大的交变载荷与振动冲击。根据我们团队在成都多个工业园区的实地调研数据,超过68%的轨道故障与压板螺栓松动存在直接或间接关系。螺栓一旦松动,不仅会导致轨道位移、啃轨、跑偏等异常现象,严重时还会引发起重机脱轨事故,造成巨大的经济损失和人员伤亡风险。
在成都地区,由于夏季高温多雨、冬季湿冷的气候特点,螺栓的锈蚀与疲劳断裂问题尤为突出。加之部分企业忽视日常检查,往往在故障发生后被动维修,不仅维修成本高昂,更埋下了严重的安全隐患。因此,建立制度化、标准化的螺栓松动检查流程,是每一家拥有起重设备的企业必须落实的日常工作。
二、核心方案
1. 螺栓松动的常见原因
轨道压板螺栓松动并非偶然现象,其背后往往存在多种因素叠加作用。振动与冲击是最主要的诱因——起重机在反复起吊、运行和制动过程中,轨道承受巨大的交变载荷,螺栓长时间受到高频振动作用,预紧力逐渐衰减,最终导致松动。环境腐蚀同样不容忽视,成都地区夏季高温高湿、冬季湿冷,加之部分厂房存在酸碱气体或粉尘环境,螺栓表面及螺纹部位容易发生电化学腐蚀,锈蚀产物堆积会破坏螺纹配合间隙,使预紧力快速丧失。安装不当是另一常见问题,若初始拧紧力矩未达到设计值、垫圈选用不当或螺栓孔对位偏差,都会造成螺栓在运行初期即出现松动。材料疲劳则是长期运行的必然结果,经过数万次甚至数十万次的交变载荷作用后,螺栓材料内部会产生微裂纹并逐渐扩展,导致塑性变形和应力松弛,最终丧失紧固能力。
2. 检查方法
为了准确识别螺栓松动状态,现场通常采用多种检查手段相互配合。目视检查最为基础,检查人员应观察螺栓及垫片是否存在锈蚀、裂纹、变形,以及螺栓头部与压板之间是否存在明显缝隙或错位,同时查看螺栓周边是否有铁锈粉末或油污渗出等松动迹象。扭矩检查是量化标准,使用经校准的扭矩扳手对螺栓进行抽检,将实测扭矩值与设计标准值进行比对——一般情况下实测值不应低于标准值的90%,若低于70%则须立即更换。对于大批量螺栓,可采用标记线法:在螺栓头部与压板交界处划一条连续的油漆标记线,每次巡检时观察标记线是否错位,一旦发现线条断开或偏移,即可判断螺栓已发生转动松动。在关键部位,建议使用超声检测等无损检测手段,通过超声波探伤仪检测螺栓内部是否存在疲劳裂纹或应力集中,精度更高且能发现目视无法察觉的早期缺陷。
3. 检查频率与记录要求
根据起重机轨道安全运维规范及成都地区现场实践经验,检查频率应结合设备使用强度与环境条件综合确定。日常巡检(每班或每日)以目视检查和标记线观察为主,重点关注近期维修过的螺栓、轨道接头区域以及起重机频繁制动区段的压板。每周检查应使用扭矩扳手进行不少于20%比例的力矩抽检,对力矩偏低螺栓及时复拧并做好标记。月度全面检查要求对所有压板螺栓进行100%扭矩检测,同时检查垫片状态和基础梁有无异常。所有检查结果应规范记录,记录内容须包括:检查日期、检查人员、螺栓编号/位置、设计力矩值、实测力矩值、处理措施、备注说明。记录表应归档保存至少12个月,便于追溯比对和趋势分析。对于连续两次检查均出现力矩下降的螺栓位置,应列入重点监控清单,加密检查频率并评估是否需要更换或升级防松方案。
三、配置参数
| 检查项目 | 判断标准 | 处理措施 | 检查频率 |
|---|---|---|---|
| 外观检查 | 无锈蚀、无裂纹、垫片完整 | 正常则继续使用,异常则标记更换 | 每周一次 |
| 力矩抽检 | 实测值 ≥ 标准值90% | 记录归档,无需处理 | 每月一次 |
| 力矩偏低 | 标准值70% ≤ 实测值 < 标准值90% | 按标准力矩复拧 | 复拧后次日复查 |
| 力矩严重不足 | 实测值 < 标准值70% | 更换螺栓,按标准拧紧并做防松 | 更换后三日复查 |
| 螺栓损坏 | 螺纹滑丝、头部变形、断裂 | 立即更换同规格新螺栓 | 更换后一周复查 |
| 基础异常 | 基础梁开裂、明显沉降 | 上报工程部门,评估轨道调整方案 | 发现即处理 |
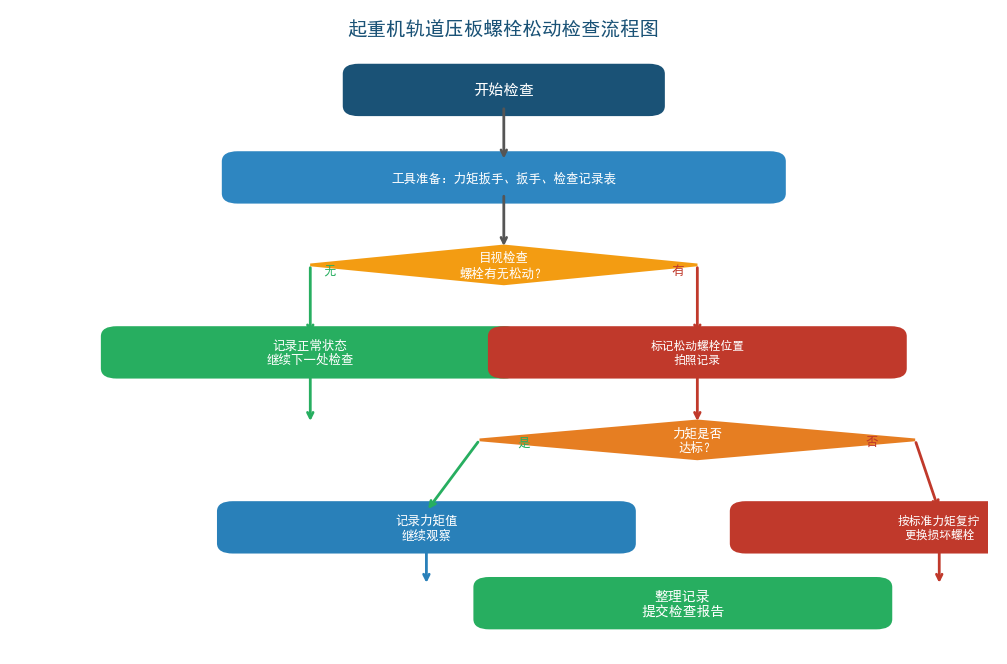
在进行螺栓松动检查前,应确保以下工具和资料准备齐全:
标准的螺栓松动检查应按照以下步骤有序开展,确保不漏检、不错检:
在成都多个起重机项目现场,团队总结出以下几条实用经验,供同行参考:
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2076.html
{kind=link}