
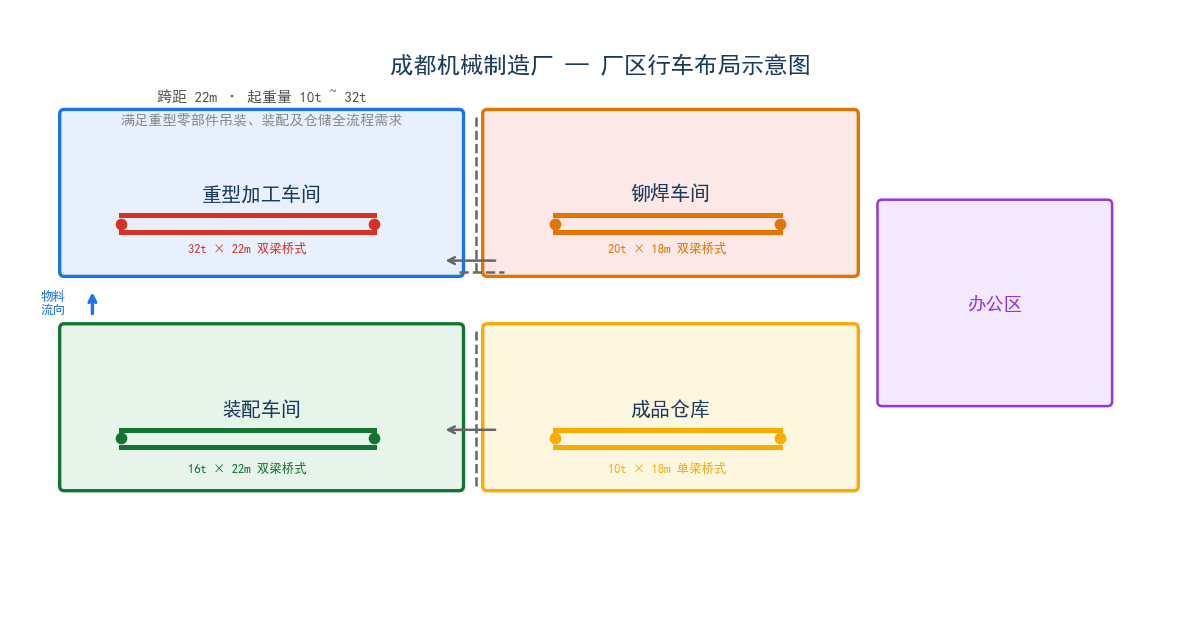
成都机械制造厂现有车间结构呈”两纵两横”格局,重型加工车间、铆焊车间、装配车间和成品仓库依次排列,厂区面积约 1.8 万㎡。当前主要痛点为:重型零部件吊运依赖外租汽车吊,效率低且占用通道;铆焊件转运频繁倒钩,安全隐患突出;装配车间与仓库间物料流转需多次中转,工时浪费严重。
基于实地勘察与产能建模,本项目提出”一跨一机、按需配载、全流程覆盖”的行车配置原则——即每个主跨配置一台专用行车,起重量与跨度严格匹配车间工艺要求,同时预留智能升级接口,为未来接入无人天车系统奠定基础。
二、核心方案
由上表可见,重型加工车间选用 32t 双梁桥式起重机,工作级别 A6,满足大型铸锻件及模具的高频次吊装需求;铆焊车间配置 20t 双梁,兼顾中厚板焊接件与组对工装的灵活吊运;装配车间采用 16t 双梁,适配减速机、电机等核心部件的装配精度要求;成品仓库选用 10t 单梁桥式,以经济高效的方式完成成品码垛与发货作业。
三、配置参数
| 车间名称 | 行车类型 | 额定起重量 | 跨度 | 工作级别 | 起升高度 | 推荐型号 |
|---|---|---|---|---|---|---|
| 重型加工车间 | 双梁桥式起重机 | 32 t | 22 m | A6 (重级) | 12 m | QD32/5-22.5 |
| 铆焊车间 | 双梁桥式起重机 | 20 t | 18 m | A5 (中级) | 10 m | QD20/5-19.5 |
| 装配车间 | 双梁桥式起重机 | 16 t | 22 m | A5 (中级) | 10 m | QD16/3.2-22.5 |
| 成品仓库 | 单梁桥式起重机 | 10 t | 18 m | A4 (轻级) | 9 m | LD10-18 |
布局设计遵循”物料最短路径”原则:重型加工车间与铆焊车间并列于南侧,毛坯及半成品经跨间转运通道直接送入铆焊区;装配车间与成品仓库位于北侧,焊接件通过水平运输小车直达装配工位,装配完成的成品由仓库行车直接装车发运。整体物料流呈”U”型走向,避免了传统布局中频繁的折返与交叉,预计可减少厂内物流距离 35% 以上。
每台行车均配置变频调速系统,起升与运行机构可实现 1:10 无级调速,重载低速稳停、空载高速回程,单次吊运循环时间缩短约 20%。同时,双梁行车配备防摇摆控制模块,在 20m 跨度下吊重偏摆角度控制在 ±0.5° 以内,大幅提升装配对位效率。
根据产能建模测算,本方案实施后:单件产品吊运时间由 18 分钟降至 9.5 分钟,效率提升 47%;行车替代外租汽车吊后,每年可节省租赁及调度费用约 56 万元;物料流转加快使在制品库存降低 22%,释放流动资金约 320 万元。综合测算,项目投资回收期约为 2.3 年,全生命周期(10 年)净现值(NPV)超过 680 万元。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/1914.html
{kind=link}