
在成都地区众多的制造车间、仓储物流中心和钢结构加工企业中,单梁起重机以其结构紧凑、自重轻、净空高度利用率高的优势,成为车间吊装作业的主力设备。而主梁作为整台起重机最核心的承载部件,直接承受全部起升载荷和运行冲击,其结构健康状态直接决定了设备的安全性与使用寿命。
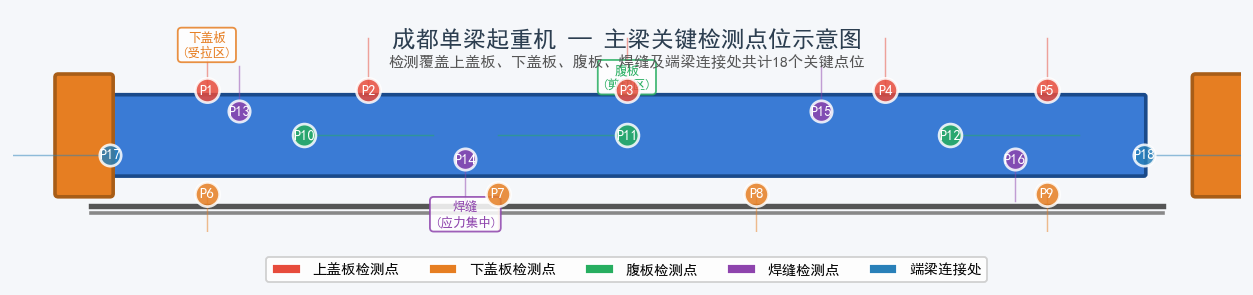
主梁一旦出现裂纹、变形、焊缝开裂或腐蚀减薄等问题,轻则导致小车运行卡阻、起升晃动加剧,重则引发主梁断裂、整机倾覆等重大安全事故。因此,定期开展主梁专项检测与及时维修,不仅是《起重机械安全规程》(GB/T 3811-2008)的强制要求,更是企业安全生产管理不可逾越的红线。
二、核心方案
我司拥有十余年成都及西南地区起重机检测维修经验,配备超声波探伤仪、磁粉检测仪、激光测距仪、全站仪等专业检测设备,严格按照国家标准对单梁起重机主梁进行全面”体检”。以下为主梁核心检测项目及判定标准:
三、配置参数
| 序号 | 检测项目 | 检测方法 | 许用标准 | 处理方式 |
|---|---|---|---|---|
| 1 | 上盖板平面度 | 激光测距仪 + 直尺法 | ≤ 1.5‰ 跨度(≥ 20m 时每米 ≤ 1.5mm) | 超标需校正 |
| 2 | 下盖板厚度检测 | 超声波测厚仪(多点检测) | 腐蚀减薄 ≤ 原厚 10% | 减薄超标补焊 |
| 3 | 腹板垂直度 | 经纬仪 / 吊线法 | ≤ 1/500 腹板高度 | 超标需校正 |
| 4 | 主梁上拱度 | 水准仪 + 钢尺 | 跨中上拱度 S/1000 ~ S/700 | 不合格须修复 |
| 5 | 焊缝外观与内部质量 | 磁粉探伤(MT)+ 超声波探伤(UT) | 不允许裂纹、未熔合、线性缺陷 | 缺陷返修重焊 |
| 6 | 端梁连接螺栓 | 力矩扳手检查 + 目视 | 扭矩达标、无松动、无锈蚀 | 松动紧固、锈蚀更换 |
| 7 | 主梁整体挠度 | 额定载荷静载试验 | ≤ S/800(静挠度) | 超标需加固 |
| 8 | 防腐涂层完整性 | 目视 + 涂层测厚仪 | 涂层无脱落、起泡,≥ 设计厚度 | 局部修补或重涂 |
检测是发现问题的手段,维修是解决问题的关键。我司依据GB/T 3811-2008《起重机设计规范》和GB 6067.1-2010《起重机械安全规程》等标准,制定了一套完整的主梁维修作业流程:
▸ 上盖板修复:针对受压区局部变形,采用火焰矫正配合机械顶压的复合工艺,严格落实加热温度控制在650℃以下,防止母材金相组织改变。校正后表面平面度恢复至 1mm/m 以内,确保小车运行轨道平顺无跳动。
▸ 下盖板与腹板补强:针对腐蚀减薄或疲劳裂纹区域,先清除缺陷并进行VT/MT检测确认缺陷已完全去除,再采用与母材等强的焊材进行补焊。对于大面积减薄区,采取贴板补强方案(补板厚度不低于原板厚80%,四角倒圆角,焊缝按全熔透要求执行),极限承载力恢复至设计值的100%以上。
河南克鲁德重工有限公司作为专业起重设备生产厂家,提供各吨位机主梁检测与产品及服务,欢迎咨询选型方案。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/1912.html
{kind=link}