
在成都的各大建筑工地、工业厂房和物流枢纽中,起重机作为吊装作业的”脊梁”,其性能稳定性直接关系到工程进度与安全。而卷筒钢丝绳的排列质量,正是衡量起重机”基本功”的关键指标。钢丝绳在卷筒上排列整齐、层次分明,不仅延长钢丝绳寿命,更避免乱绳、跳绳、压绳等致命故障。今天,我们深入剖析成都起重机卷筒钢丝绳排列调整的核心方法,帮助您的设备始终处于最佳状态。
想象一下:几十米长的钢丝绳在卷筒上层层缠绕,若某一圈出现交叉、堆叠或空隙不均,轻则加速钢丝绳磨损,重则引发钢丝绳脱槽、卡阻甚至断裂。在成都这样起重机高密度使用的城市,设备常常连续运转数十小时,排列问题带来的隐患会被迅速放大。
二、核心方案
排列不齐的典型后果:
乱绳:钢丝绳在卷筒上交叉堆积,层与层之间失去规律。乱绳一旦发生,钢丝绳之间会产生剧烈摩擦,磨损速率骤增3~5倍。此时若继续吊运重物,极易出现钢丝绳突然断裂的恶性事故。在成都的连续作业场景中,乱绳往往从一根滚轮磨损的导绳器开始,短短几小时就从局部演变为大面积故障。
跳绳:钢丝绳跳出当前绳槽压在相邻圈的上方,在卷筒表面形成一个危险的”凸起”。这个凸起会破坏后续所有层次的排列,导致钢丝绳在卷筒上”暴走”,严重时钢丝绳脱离卷筒直接卡在钢结构缝隙中,设备被迫紧急停机。
压绳:上层钢丝绳嵌入下层缝隙中形成”咬合”,这是最危险的排列故障之一。压绳产生的巨大挤压力会使钢丝绳局部变形、绳芯挤裂,同时卷筒绳槽边缘承受异常载荷,可能引发卷筒本体裂纹。
间隙不均:各圈钢丝绳左右空隙不一致,导致卷筒轴向受力不均衡。长期运行会产生”绳爬绳”的恶性循环——空隙小的区域钢丝绳被挤向空隙大的区域,使不均匀度持续恶化。
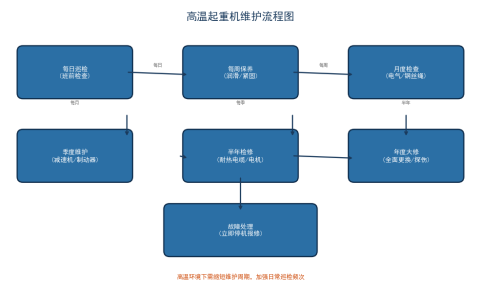
层间错位:两层交叉点偏移破坏了正常应力分布,钢丝绳在交叉点处承受不均衡的接触应力。在成都高温高湿环境下,这种应力集中会加速钢丝绳疲劳断裂,使使用寿命缩短40%以上。
三、配置参数
| 问题类型 | 表现特征 | 主要原因 | 调整方法 |
|---|---|---|---|
| 乱绳 | 钢丝绳在卷筒上交叉、无序堆积,层次不清 | 导绳器磨损或卡滞;绳槽变形或异物卡入;钢丝绳张力不足 | 更换或调整导绳器;清理并修复绳槽;调整吊重保持合理张力 |
| 跳绳 | 钢丝绳从当前绳槽跳出,压在相邻圈上方 | 卷筒与导向轮偏角过大;绳槽深度不足;钢丝绳残余扭矩大 | 调整导向轮位置使偏角 <3.5°;加深或更换绳槽板;对钢丝绳进行预扭释放 |
| 压绳 | 上层钢丝绳陷入下层圈之间,形成”嵌入”咬合 | 卷筒挡绳板高度不够;排列过密;钢丝绳直径与绳槽不匹配 | 加装或增高挡绳板;控制每层圈数不超过设计值;匹配标准绳径 |
| 间隙不均 | 圈与圈之间左右空隙大小不一,局部偏紧或偏松 | 卷筒轴向窜动;钢丝绳直径波动大;安装基础不平 | 紧固卷筒轴承座;选用同批次高精度钢丝绳;校正卷筒水平度 |
| 层间错位 | 相邻两层钢丝绳交叉点偏移,未形成整齐”菱形”交叉 | 卷筒转速与起升速度匹配不当;导绳器行程与绳槽螺旋角不一致 | 调整起升电机变频参数;校准导绳器与绳槽的同步关系 |
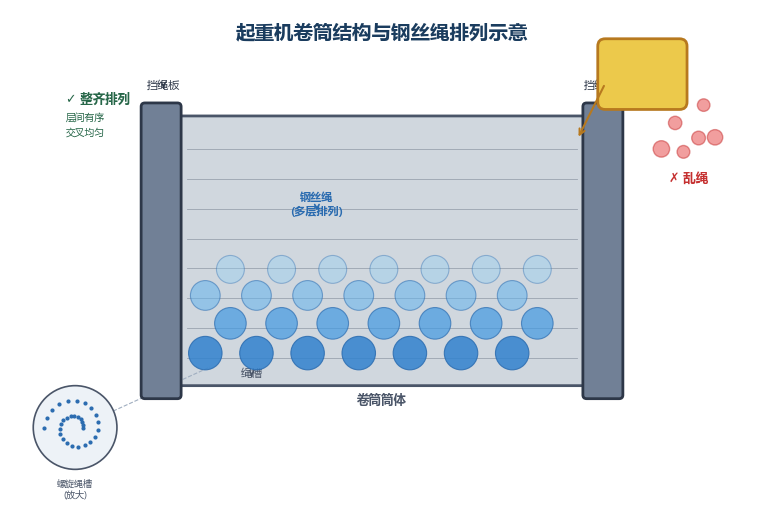
起重机卷筒看似简单,实则内含精巧设计。标准卷筒由筒体、挡绳板、绳槽和导绳器组成。绳槽是钢丝绳的”跑道”,它分为螺旋绳槽和防跳绳槽两种。钢丝绳从第一层紧贴绳槽开始,逐层向上有序排布,每一层都与下层形成整齐的交叉排列——这正是”整齐排列”的全部奥秘。
为了让您快速对照排查,我们梳理了最常见的钢丝绳排列问题及其应对方法:
导绳器是保证钢丝绳整齐排列的”第一关”。当发现乱绳或跳绳时,首先检查导绳器滚轮是否磨损、卡阻。将导绳器拆解清洗后,检查滚轮内轴承是否转动灵活;若磨损超过原直径的 10%,必须更换。安装时确保导绳器轨道与卷筒绳槽平行,偏差不得超过 1 mm。使用激光水平仪校准,效果更佳。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2092.html
{kind=link}