
成都作为中国西部汽车制造重镇,正加速向新能源与高端重型卡车产业转型。一条年产5万台的重卡装配线,从底盘上线到最终检测下线,每一个工位都离不开安全、高效、精准的起重系统支撑。本规划方案针对成都某重卡总装基地的实际工况,设计了覆盖25个工位、总计25台起重设备的全链条吊装系统,涵盖双梁桥式起重机、悬臂吊、电动葫芦、平衡吊四大品类,确保从发动机合装、驾驶室吊运到车架翻转等核心工序的流畅衔接。
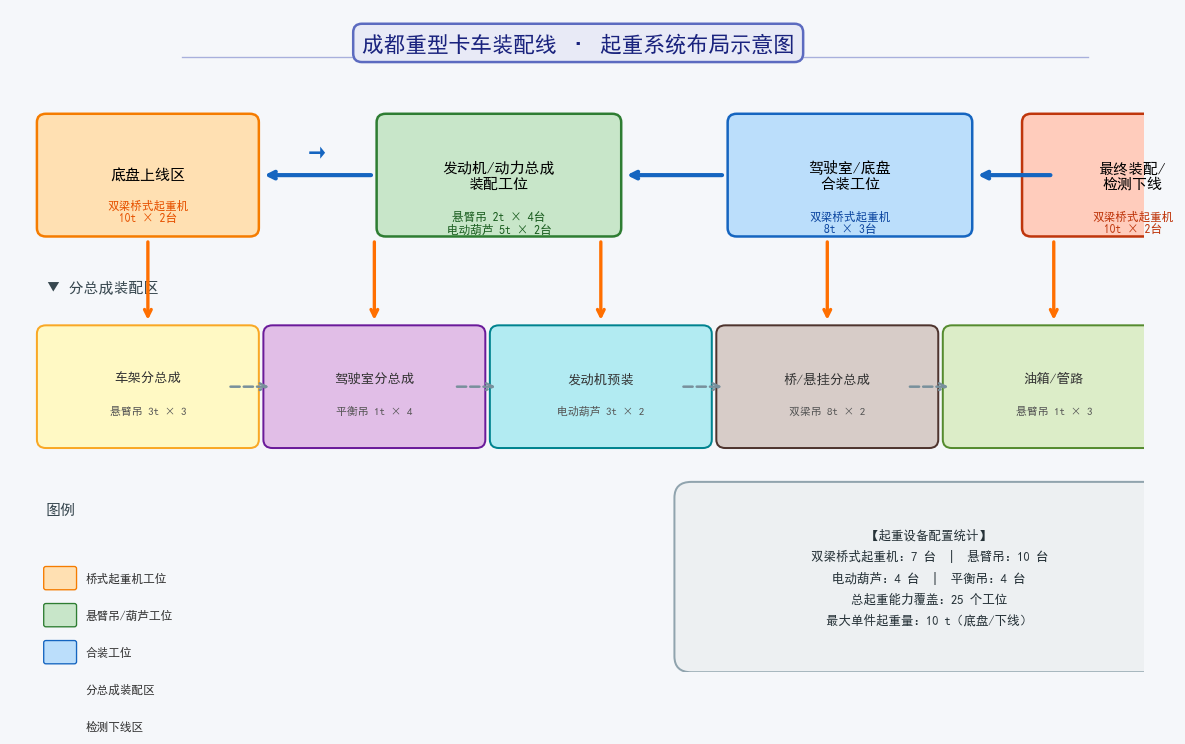
整条装配线采用直线流水式布局,总长度约320米,宽度约36米,划分为底板上线区、动力总成装配区、驾驶室/底盘合装区、最终装配与检测下线区四大主工段,并配套五个分总成预装区。各工段之间通过自动化输送辊道+空中起重转运实现无缝对接,大幅减少叉车搬运与人工干预,显著提升产线OEE(设备综合效率)。
二、核心方案
整套起重系统(含轨道、供电滑线、安装调试)总投资预估约1,680万元。投产后可实现:
系统构成方面,本方案以四大起重设备品类为核心骨架。其中,7台双梁桥式起重机(10t/8t级)承担底盘上线、驾驶室合装及最终检测下线等重型吊运任务,覆盖产线最关键的承重环节;7台悬臂吊(1t-3t级)灵活部署于动力总成装配区、车架分总成区及油箱管路区,实现工位级精准定位吊装,避免跨区转运的等待浪费;4台电动葫芦(3t-5t级)专用于发动机预装和中重型动力模块的垂直吊运,配合环形轨道可沿工位走廊水平移行;4台平衡吊(1t级)则以轻巧灵敏著称,专为驾驶室蒙皮、内饰件等精细作业提供辅助起吊,有效降低工人劳动强度。四大品类协同作业,构建起从重载到轻载、从固定工位到移动转运的全场景覆盖能力。
技术特点层面,全部起重设备均采用变频调速控制与软启动技术,起升和行走动作平稳无冲击,有效保护精密零部件在吊运过程中免受磕碰损伤。双梁桥式起重机配备防摇摆控制系统(Anti-Sway),通过闭环算法实时调节电机输出,使载荷在高速行车时自动抑制摆动,定位精度可达±5mm,尤其适用于发动机与车架合装这类高精度对接工序。供电系统统一采用安全滑触线(额定电流160A),相较传统电缆卷筒供电方式,具有接触可靠、寿命长、维护量小的显著优势。轨道系统选用高强度热轧工字钢,主梁跨距按车间柱网18m/24m模数定制,确保整体结构刚性与运行平稳性。
实施方案方面,整个起重系统采用分阶段Roll-out策略推进:一期优先完成底板上线区、动力总成装配区共8台主工序起重设备安装,工期约45天,确保核心工段率先具备吊装能力;二期实施驾驶室合装区、最终装配检测下线区及所有分总成预装区共17台设备,工期约60天,实现全线贯通。全部设备由西南地区具备A级制造资质的起重机制造商提供,关键电气元件(变频器、PLC控制器、安全限位开关)选用西门子、施耐德等国际一线品牌,整机质保期为24个月,质保期内提供每季度一次的例行巡检与维护保养服务。
成都基地拥有成熟的汽车产业配套与物流枢纽优势,该起重系统方案充分结合本地供应链特点,全部设备均可实现西南地区就近制造与交付,售后响应时间控制在4小时以内。选择成都,就是选择效率与可靠性!
三、配置参数
| 工段/区域 | 起重设备类型 | 额定载荷 | 数量 | 起升高度 | 主要用途 |
|---|---|---|---|---|---|
| 底盘上线区 | 双梁桥式起重机 | 10 t | 2 台 | 8 m | 车架总成上线、翻转、定位 |
| 动力总成装配区 | 悬臂吊 | 2 t | 4 台 | 5 m | 发动机、变速箱等部件精准装配 |
| 动力总成装配区 | 电动葫芦 | 5 t | 2 台 | 6 m | 中重型动力模块吊运装车 |
| 驾驶室/底盘合装区 | 双梁桥式起重机 | 8 t | 3 台 | 7 m | 驾驶室与底盘合装、调整 |
| 最终装配/检测下线区 | 双梁桥式起重机 | 10 t | 2 台 | 8 m | 整车吊装检测、下线装车 |
| 车架分总成区 | 悬臂吊 | 3 t | 3 台 | 5 m | 车架分总成组对、焊接辅助 |
| 驾驶室分总成区 | 平衡吊 | 1 t | 4 台 | 4 m | 驾驶室蒙皮、内饰件辅助吊装 |
| 发动机预装区 | 电动葫芦 | 3 t | 2 台 | 5 m | 发动机预装、管路对接 |
| 桥/悬挂分总成区 | 双梁桥式起重机 | 8 t | 2 台 | 6 m | 前后桥、悬挂总成预组装 |
| 油箱/管路区 | 悬臂吊 | 1 t | 3 台 | 4 m | 油箱、储气筒、管路搬运安装 |
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2068.html
{kind=link}