
吊钩是起重机上最核心、也是最危险的承载部件之一。在成都这座快速发展的城市里,从天府新区的高楼大厦到青白江的工业厂房,无数起重机日夜运转,而每一只吊钩的安危,都直接关系到工人兄弟的生命安全与工地的财产安全。吊钩一旦断裂,后果不堪设想。为此,成都起重机检测中心联合行业专家,为您深度解析吊钩无损检测的完整流程与报废判定标准。
吊钩在长期使用中,承受着交变载荷、冲击载荷以及环境腐蚀的复合作用,极易在应力集中区产生疲劳裂纹。这些微裂纹肉眼根本无法发现,却可能在毫无预兆的情况下突然扩展,导致吊钩断裂。据统计,超过60%的起重机安全事故与吊钩、钢丝绳等关键部件的隐性缺陷直接相关。
二、核心方案
成都地区气候湿润、昼夜温差大,金属构件的疲劳退化速度比干燥地区快约30%。这意味着成都的起重设备需要更加频繁、更加严格的检测来保障安全。根据《起重机械安全规程》(GB/T 3811-2023)和《起重机 吊钩》(GB/T 10051-2023)的要求,在用吊钩必须定期进行无损检测,并建立检测档案。
三、配置参数
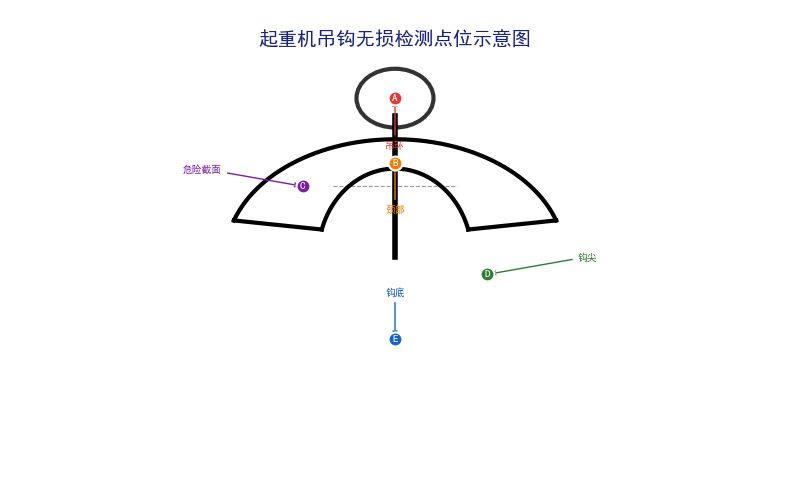
| 检测项目 | 检测方法 | 报废条件 |
|---|---|---|
| 表面裂纹 | MT / PT | 任何方向裂纹均判废,不得修复 |
| 吊钩开口度 | 游标卡尺 | 比原尺寸增大 >15% 时报废 |
| 危险截面磨损 | UT / 卡尺 | 原截面高度磨损 ≥5% 时报废 |
| 颈部塑性变形 | UT / 目视 | 颈部产生肉眼可见扭曲变形时报废 |
| 吊钩扭转角 | 专用量具 | 扭转超过 10° 时报废 |
| 吊环磨损 | MT / 卡尺 | 吊环直径减少 ≥5% 时报废 |
| 腐蚀坑点 | UT / 目视 | 蚀坑深度 ≥0.5mm 或分布密集时报废 |
| 内部缺陷 | UT / PAUT | 当量 ≥Φ2mm 缺陷判废 |
| 疲劳裂纹 | MT / MMT | 任何长度疲劳裂纹均判废 |
| 材质失效 | 硬度计 / 光谱 | 硬度异常或材质成分不符标准时报废 |
1. 磁粉检测(MT) —— 最常用的表面及近表面裂纹检测手段。对吊钩颈部、弯角内侧及危险截面进行磁化后喷洒磁悬液,裂纹处会形成清晰的磁痕显示。灵敏度可达0.5mm微小裂纹,是吊钩检测的”第一道防线”。
2. 超声波检测(UT) —— 针对吊钩内部缺陷的”透视眼”。利用高频声波穿透吊钩材质,通过反射信号判断内部是否存在夹渣、气孔、白点等冶金缺陷。尤其适合检测吊钩危险截面及吊环根部等不易目视检查的区域。
3. 渗透检测(PT) —— 对非铁磁性材料吊钩的补充手段。使用着色渗透剂渗入表面开口缺陷,显像后以肉眼直接识别。适合现场快速排查,检测效率极高。
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2048.html
{kind=link}