
饮料灌装车间对空气洁净度有严苛要求——ISO Class 7(10万级)是基本门槛,部分高端茶饮、果汁生产线甚至要求ISO Class 6。传统起重机在运行中产生金属粉尘、润滑油挥发、链条磨损颗粒等污染源,根本不能满足食品级洁净生产要求。

洁净起重机专为GMP/食品级环境打造,采用全不锈钢结构、食品级润滑脂、无尘驱动系统,配合防静电聚氨酯车轮,将颗粒排放量控制在0.1mg/m³以下,彻底解决传统吊运设备与洁净车间的”兼容性痛点”。
二、核心方案
以成都某年产10万吨饮料灌装车间为例,其洁净起重机系统包含以下核心单元:
在洁净起重机特殊要求方面,首先必须采用食品级材料。设备主体选用304或316L不锈钢,表面经镜面抛光处理(Ra≤0.4μm),杜绝焊渣、锈蚀等污染物脱落。所有紧固件、销轴、吊具挂钩均使用不锈钢材质,接触食品容器的吊具表面额外包裹食品级硅胶衬垫,避免金属直接接触。行走车轮采用防静电聚氨酯材质,硬度控制在邵氏A 85±5,在确保承载的同时不会产生橡胶碎屑脱落。
驱动机构必须实现完全无油润滑。传统起重机齿轮箱、轴承采用矿物基润滑脂,高温下易挥发形成油雾颗粒。洁净起重机统一采用NSF H1级食品级润滑脂(如克鲁勃Klüber ISOFLEX NBU 15),即使微量析出也不会污染饮料产品。起升链条采用自润滑干式衬套技术,无需外部供油;电机采用全封闭免维护设计,内部轴承预注食品级润滑脂,全生命周期无需补油,从根源上消除油液污染风险。
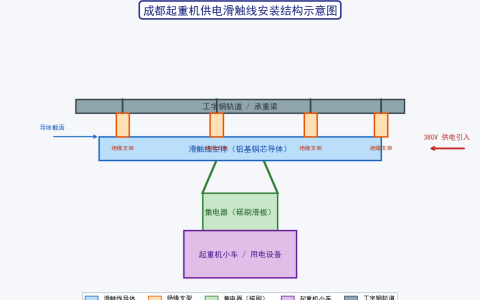
防尘密封设计是洁净起重机的第三道防线。所有电气控制箱防护等级不低于IP54,接缝处安装三元乙丙(EPDM)密封条,防止水汽和粉尘侵入。运行轨道采用铝合金挤压成型,表面阳极氧化处理,轨道的拼接间隙控制在0.5mm以内,接缝处倒角打磨,避免积尘死角。小车行走机构安装聚氨酯防尘拖链(拖链槽体为304不锈钢),将所有动力电缆和控制电缆封闭包裹,运行时无电缆拖拽产生的粉尘和毛絮。整机颗粒排放经第三方检测机构验证≤0.1mg/m³,满足ISO Class 7洁净环境对悬浮粒子的管控要求。
在系统布局方面,本方案采用”一纵两横”拓扑结构——一条纵向主轨道横跨整个灌装车间,连接物料入口至成品暂存区;两条横向副轨道分别延伸至CIP清洗区和灌装区核心工位。多台起重机小车可在轨道交汇处通过道岔系统自动切换路线,实现从物料卸货→CIP清洗→灌装上线→成品码垛的全流程无人化吊运,大幅减少人工搬运带来的交叉污染风险。轨道整体采用悬挂式安装,不占用地面空间,便于AGV小车和清洁机器人在轨下自由通行。
卫生清洁验收标准方面,洁净起重机需满足以下核心指标:表面粗糙度Ra≤0.4μm(不锈钢接触面)、无死角盲区设计(所有转角R≥5mm圆弧过渡,避免直角积污)、可在线CIP清洗(整机防护等级IP54,可直接承受75°C热水和中性清洗剂冲洗)、颗粒排放量≤0.1mg/m³(第三方风洞测试验证)。此外,设备的日常清洁验证采用ATP生物荧光检测法,接触面擦拭取样后RLU值≤100即为合格,确保设备卫生状态持续受控。
三、配置参数
| 参数项 | 技术指标 | 说明/优势 |
|---|---|---|
| 额定负载 | 500 kg / 1000 kg | 双规格可选,适配不同产线 |
| 起升高度 | 3.0 ~ 6.0 m | 按厂房净高定制 |
| 跨距 / 轨长 | 6 ~ 18 m / ≤60 m | 铝合金轨道,拼接平整 |
| 行走速度 | 0.1 ~ 20 m/min | 变频无极调速,启停平稳 |
| 起升速度 | 0.5 ~ 8 m/min | 双速设计,精确定位 |
| 供电方式 | DC24V / DC48V | 安全低压,无碳刷火花 |
| 控制方式 | PLC + 无线遥控 / 上位机 | 支持远程调度与MES对接 |
| 主体材质 | 304不锈钢 / 铝合金 | 免喷涂,耐CIP清洗 |
| 运行噪音 | ≤58 dB(A) | 聚氨酯车轮+静音电机 |
| 洁净等级 | ISO Class 7 (10万级) | 颗粒排放≤0.1mg/m³ |
| 防护等级 | IP54 (电机/电控箱) | 防尘防水,可高压冲洗 |
| 安全装置 | 超载保护 / 限位开关 / 防撞 | 多重冗余,确保人机安全 |
河南克鲁德重工有限公司

原创文章,作者:克鲁德重工,如若转载,请注明出处:https://i.qizhongji.com/w/2016.html
{kind=link}